1। ধারণা বিশ্লেষণ
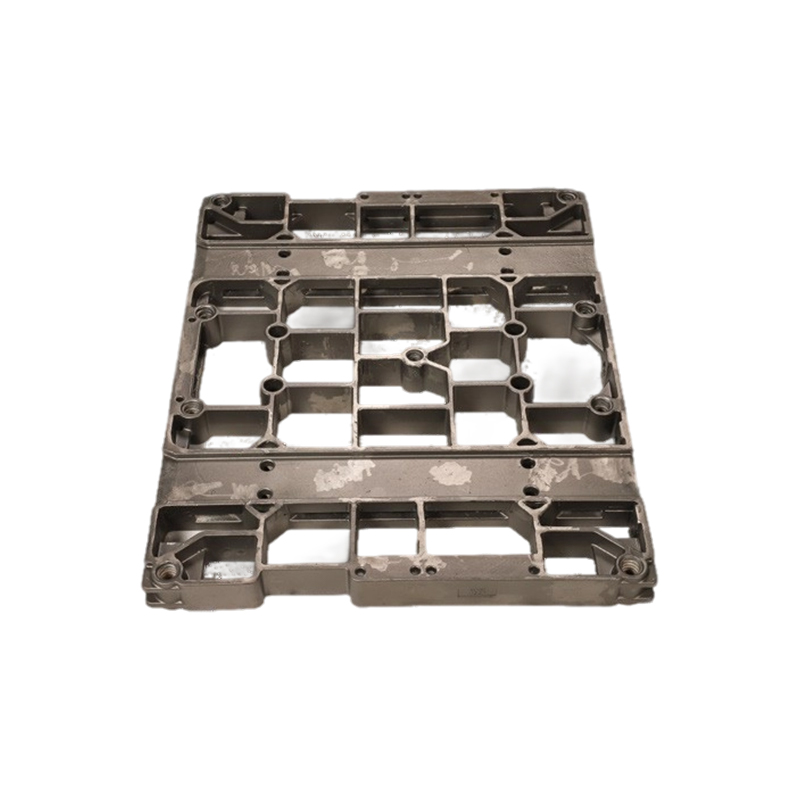
হারানো ফোম কাস্টিং (এলএফসি), পুরো ছাঁচ ing ালাই বা বাষ্পযুক্ত ছাঁচ ing ালাই হিসাবে পরিচিত, এটি একটি বিপ্লবী নির্ভুলতা ing ালাই প্রক্রিয়া। এর মূলটি হ'ল ফেনা প্লাস্টিক (সাধারণত পলিস্টাইরিন ইপিএস বা কপোলিমার এসটিএমএমএ) ব্যবহার করা একটি সুনির্দিষ্ট ছাঁচ তৈরি করতে (অর্থাত্, "ফেনা প্যাটার্ন") যা চূড়ান্ত ing ালাইয়ের মতো একই আকার। Ing ালার প্রক্রিয়া চলাকালীন, উচ্চ-তাপমাত্রা গলিত ধাতু ফোমের ছাঁচের সাথে যোগাযোগ করে এবং এটি দ্রুত বাষ্পীভূত হয়ে অদৃশ্য হয়ে যায়। গলিত ধাতুটি তখন তার স্থানটি দখল করে এবং শীতলকরণ এবং দৃ ification ়তার পরে পছন্দসই ing ালাই সরাসরি প্রাপ্ত হয়। পুরো প্রক্রিয়া চলাকালীন ফেনা ছাঁচের "নিখোঁজ" এর সবচেয়ে উল্লেখযোগ্য বৈশিষ্ট্য এবং এর নামের উত্স।
2। পুরো প্রক্রিয়াটির বিশদ ব্যাখ্যা
ছাঁচ নকশা এবং উত্পাদন:
কাস্টিং অঙ্কনের উপর ভিত্তি করে ত্রি-মাত্রিক নকশা, সঙ্কুচিত ভাতার সঠিক গণনা।
প্রয়োজনীয় ফোম ছাঁচ (বা ছাঁচের সংমিশ্রণ) সিএনসি মেশিনিং বা ছাঁচ ফোমিং ছাঁচনির্মাণ ব্যবহার করে তৈরি করা হয়।
ফোম প্যাটার্ন প্রস্তুতি:
উপাদান: প্রধানত প্রাক-ফোরড ইপিএস (প্রসারণযোগ্য পলিস্টায়ারিন) জপমালা বা এসটিএমএমএ (স্টাইরিন-মিথাইল মেথাক্রাইলেট কপোলিমার) জপমালা ব্যবহার করুন। এসটিএমএমএ কালো কার্বন ত্রুটিগুলি হ্রাস করতে পারে এবং এর আরও বিস্তৃত প্রয়োগ রয়েছে।
ছাঁচনির্মাণ: একটি গহ্বরের সাথে অ্যালুমিনিয়াম অ্যালো ছাঁচে পুঁতিগুলি পূরণ করুন, উত্তাপের জন্য বাষ্প পাস করুন, পুঁতি প্রসারিত, ফিউজ, গহ্বর পূরণ করুন এবং শীতল হওয়ার পরে একটি ঘন ফোমের প্যাটার্ন তৈরি করুন। জটিল ings ালাইয়ের জন্য একাধিক প্যাটার্ন উপাদানগুলি বন্ধন এবং একত্রিত করা প্রয়োজন (বিশেষ গরম গলিত আঠালো ব্যবহার করে)।
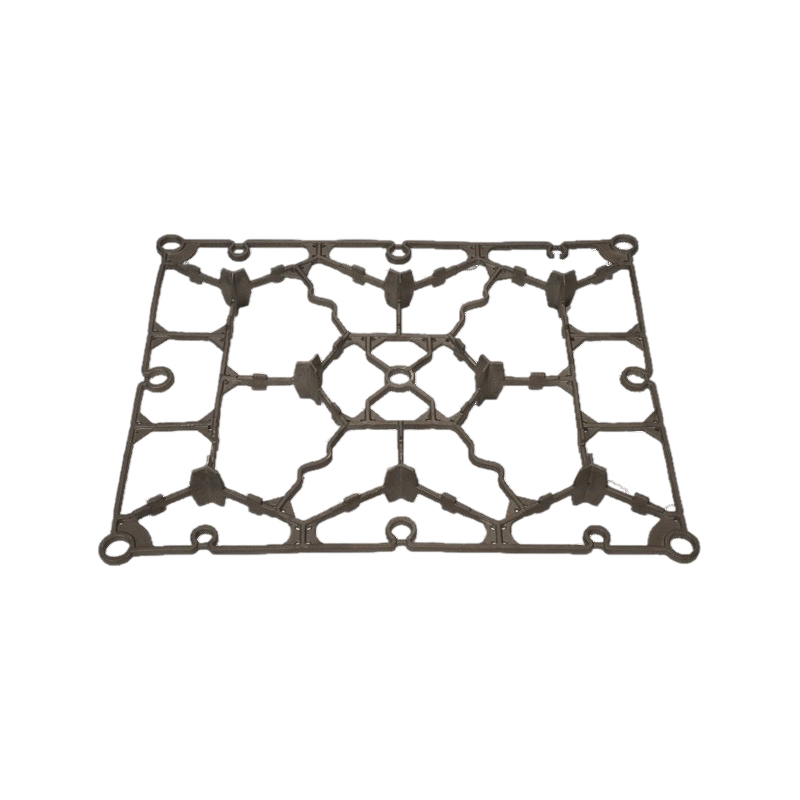
প্যাটার্ন ক্লাস্টার সমাবেশ:
সম্পূর্ণ "প্যাটার্ন ক্লাস্টারে" একাধিক ফেনা নিদর্শন (ing ালাই সিস্টেম এবং রাইজার সিস্টেম সহ) বন্ড করুন। Ing ালাই সিস্টেমের নকশা অত্যন্ত গুরুত্বপূর্ণ এবং সরাসরি ফিলিং এবং গ্যাসিফিকেশনকে প্রভাবিত করে।
পেইন্ট লেপ:
উদ্দেশ্য: প্যাটার্নের শক্তি এবং পৃষ্ঠের সমাপ্তি বাড়ান; ধাতব তরল শুকনো বালিতে প্রবেশ করা থেকে রোধ করতে একটি অন্তরক স্তর তৈরি করুন; ফেনা গ্যাসিফিকেশন পণ্যটি ছাড়ার জন্য একটি শ্বাস প্রশ্বাসের চ্যানেল সরবরাহ করুন।
পেইন্ট: বেশিরভাগ জল-ভিত্তিক রিফ্র্যাক্টরি আবরণ (যেমন কোয়ার্টজ পাউডার, বক্সাইট পাউডার, মাইকা পাউডার ইত্যাদি বাইন্ডার এবং সাসপেন্ডিং এজেন্ট সহ)।
পদ্ধতি: ডিপ লেপ, ঝরনা আবরণ বা স্প্রে লেপ, লেপ বেধ (সাধারণত 0.5-2 মিমি) এবং অভিন্নতা অবশ্যই কঠোরভাবে নিয়ন্ত্রণ করা উচিত, এবং তারপরে শুকনো।
শুকনো বালির কম্পন ছাঁচনির্মাণ:
প্রলিপ্ত প্যাটার্ন ক্লাস্টারটিকে একটি বিশেষ বালি বাক্সে রাখুন যা শূন্যস্থানযুক্ত হতে পারে।
শুকনো কোয়ার্টজ বালি বা অন্যান্য রিফ্র্যাক্টরি বালি (যেমন রত্ন পাথরের বালু) পূরণ করুন, আর্দ্রতা এবং অভিন্ন কণার আকার যুক্ত করুন।
কম্পন টেবিলটি শুরু করুন যাতে শুকনো বালি প্রয়োজনীয় কমপ্যাক্টনেস অর্জনের জন্য কম্পনের অধীনে প্যাটার্ন ক্লাস্টারের চারপাশের সমস্ত ফাঁকগুলিতে শক্তভাবে পূরণ করা যায়।
Our ালাও:
প্লাস্টিকের ফিল্মের সাথে বালির বাক্সের শীর্ষটি Cover েকে রাখুন এবং ভ্যাকুয়ামাইজ করুন (সাধারণত 0.025-0.05 এমপিএর নেতিবাচক চাপ বজায় রাখুন)।
ভ্যাকুয়াম অবস্থার অধীনে, গলিত ধাতু (সাধারণত ব্যবহৃত কাস্ট লোহা, কাস্ট ইস্পাত, অ্যালুমিনিয়াম খাদ, তামা খাদ ইত্যাদি) ind ালুন সিস্টেমে অবিচ্ছিন্নভাবে এবং অবিচ্ছিন্নভাবে .ালুন।
উচ্চ-তাপমাত্রার গলিত ধাতু দ্রুত ফেনা প্যাটার্নটিকে উত্তপ্ত করে এবং বাষ্প করে তোলে এবং উত্পন্ন গ্যাস লেপ এবং শুকনো বালির মধ্যে ছিদ্রগুলির মধ্য দিয়ে যায় এবং ভ্যাকুয়াম সিস্টেম দ্বারা নিষ্কাশিত হয়। গলিত ধাতু ফেনা প্যাটার্ন অদৃশ্য হওয়ার পরে গঠিত গহ্বরটি সম্পূর্ণরূপে পূরণ করে।
কুলিং এবং বালি অপসারণ পরিষ্কার:
কাস্টিং পুরোপুরি শীতল এবং বালির বাক্সে দৃ ified ় হয়।
ভ্যাকুয়ামটি সরান এবং বালির বাক্সের শীর্ষে শুকনো বালি সরান।
মোড়ানো শুকনো বালির সাথে একসাথে ing ালুন বা উত্তোলন করুন।
ফ্লিপিং, কম্পন এবং অন্যান্য পদ্ধতির মাধ্যমে, শুকনো বালি দক্ষ বালির পতন অর্জনের জন্য স্বয়ংক্রিয়ভাবে ing ালাই থেকে পৃথক হয়ে যায়। শীতলকরণ এবং ধূলিকণা অপসারণের পরে, শুকনো বালি প্রায় 100%পুনর্ব্যবহার করা যেতে পারে।
পরিষ্কার করা: সমাপ্ত ing ালাই পেতে ing ালা এবং রাইজার সিস্টেম, অবশিষ্টাংশ, ফ্ল্যাশ বার্স ইত্যাদি সরান।
3। মূল বৈশিষ্ট্য এবং সুবিধা
উচ্চ নির্ভুলতা এবং জটিল জ্যামিতিক আকার:
ফেনা ছাঁচগুলি অত্যন্ত জটিল আকারগুলিতে প্রক্রিয়া করা সহজ (জটিল গহ্বর এবং বাঁকা পৃষ্ঠগুলি সহ)।
কোনও বিভাজন পৃষ্ঠের প্রয়োজন হয় না, কোনও ছাঁচ টেপার (বা খুব ছোট টেপার), উচ্চ মাত্রিক নির্ভুলতা (সিটি 7-9 স্তর পর্যন্ত), ভাল পৃষ্ঠের রুক্ষতা (আরএ 6.3-25μm অবধি)।
প্রক্রিয়াটি সহজ করুন এবং সামগ্রিক ব্যয় হ্রাস করুন:
জটিল প্রক্রিয়া যেমন কাঠের ছাঁচ/ধাতব ছাঁচ উত্পাদন, কোর তৈরি এবং বক্স অ্যাসেমব্লির মতো traditional তিহ্যবাহী বালি ing ালাইয়ের জন্য প্রয়োজনীয়।
কোনও বাইন্ডার এবং বালি মিশ্রণের সরঞ্জামের প্রয়োজন হয় না এবং বালি প্রক্রিয়াকরণ ব্যয় অত্যন্ত কম (শুকনো বালি বারবার পুনরায় ব্যবহার করা যেতে পারে)।
প্রসেসিং ভাতা হ্রাস করুন এবং ধাতব উপকরণ সংরক্ষণ করুন। উত্পাদন চক্রটি সংক্ষিপ্ত করুন, বিশেষত জটিল অংশগুলির ছোট এবং মাঝারি ব্যাচ উত্পাদনের জন্য উপযুক্ত।
নকশা নমনীয়তা এবং সংহতকরণ:
মাল্টি-পিস ইন্টিগ্রেটেড কাস্টিং বন্ধনের মাধ্যমে অর্জন করা যেতে পারে, পরবর্তী সমাবেশ প্রক্রিয়াগুলি হ্রাস করে।
ডিজাইনের স্বাধীনতা অত্যন্ত উচ্চ এবং পরিবর্তন করা সহজ।
দুর্দান্ত পৃষ্ঠের গুণমান:
পৃষ্ঠটি মসৃণ, কনট্যুরটি পরিষ্কার, এবং কাস্টিংয়ের উপস্থিতির গুণমানটি ভাল।
পরিষ্কার এবং পরিবেশ বান্ধব:
বাইন্ডার ছাড়াই শুকনো বালি ব্যবহার করুন, রজন, জলের গ্লাস ইত্যাদি দ্বারা সৃষ্ট কোনও জৈব বর্জ্য গ্যাস দূষণ ব্যবহার করুন (তবে ফেনা গ্যাসিফিকেশন পণ্যগুলি সঠিকভাবে পরিচালনা করা দরকার)।
পুরানো বালির পুনর্ব্যবহারের হার বেশি এবং কম শক্ত বর্জ্য রয়েছে।
কাজের পরিবেশ তুলনামূলকভাবে ধুলাবালি (ভ্যাকুয়াম নিষ্কাশনের জন্য ধন্যবাদ)।
4। চ্যালেঞ্জ এবং সীমাবদ্ধতা
ফোম ছাঁচ উত্পাদন ব্যয়: একক-পিস ছোট ব্যাচের জন্য, ফোম ছাঁচগুলির ব্যয় বেশি হতে পারে (তবে 3 ডি প্রিন্টিং ফোম ছাঁচগুলি এই সমস্যাটি উন্নত করছে)।
আকারের বিধিনিষেধ: বড় ings ালাই (বিশেষত ঘন এবং বড় অংশ) ing ালার সময়, ফেনা হিংস্রভাবে প্রচুর পরিমাণে গ্যাস উত্পাদন করতে গ্যাসিত করে, যার ফলে অপর্যাপ্ত ing ালাও, ছিদ্র এবং কার্বন অন্তর্ভুক্তির মতো ত্রুটি দেখা দিতে পারে এবং প্রক্রিয়া নিয়ন্ত্রণ আরও কঠিন। সাধারণ পরিসীমাটি 0.5 কেজি এবং 50 টনের মধ্যে থাকে তবে এটি সাধারণত দশক কেজি কেজি থেকে বেশ কয়েকটি টনে ব্যবহৃত হয়।
ক্লাস্টার সংমিশ্রণ এবং লেপ মান নিয়ন্ত্রণ: সমাবেশের নির্ভুলতা এবং লেপ মানের চূড়ান্ত কাস্টিংয়ের গুণমানের উপর দুর্দান্ত প্রভাব ফেলে, সূক্ষ্ম অপারেশন এবং কঠোর পরিদর্শন প্রয়োজন।
গ্যাসিফিকেশন পণ্য চিকিত্সা: ফেনা পাইরোলাইসিস এবং গ্যাসিফিকেশন প্রচুর পরিমাণে বায়বীয় এবং অল্প পরিমাণে তরল (টার-জাতীয়) পণ্য উত্পাদন করবে, যা ভ্যাকুয়াম সিস্টেম দ্বারা সময়মতো স্রাব করা প্রয়োজন এবং সঠিকভাবে চিকিত্সা করা হয় (যেমন জ্বলন্ত), অন্যথায় এটি ছিদ্র, কার্বন বৃদ্ধি এবং কাস্টিংয়ের মধ্যে কুঁচকে যাওয়া সহজ।
প্রযোজ্য অ্যালোয় রেঞ্জ: সহজেই অক্সিডাইজড বা কার্বনের সংবেদনশীল অ্যালোগুলির প্রয়োগ (যেমন কিছু টাইটানিয়াম অ্যালো এবং উচ্চ ম্যাঙ্গানিজ স্টিল) তুলনামূলকভাবে সীমাবদ্ধ।
5 .. প্রশস্ত অ্যাপ্লিকেশন অঞ্চল
হারানো ফোম কাস্টিং এর অনন্য সুবিধা সহ অনেক শিল্পে জ্বলজ্বল করে:
স্বয়ংচালিত শিল্প: ইঞ্জিন সিলিন্ডার ব্লক, সিলিন্ডার হেড, ইনটেক এবং এক্সস্টাস্ট পাইপ, ক্র্যাঙ্কশ্যাফ্ট, গিয়ারবক্স হাউজিং, ব্র্যাকেট, ব্রেক ডিস্ক/ড্রাম এবং অন্যান্য কী উপাদান।
ভালভ এবং পাইপ ফিটিং: জটিল ভালভ, পাইপ ফিটিং এবং বিভিন্ন উপকরণের পাম্প বডি (কাস্ট আয়রন, কাস্ট স্টিল, স্টেইনলেস স্টিল)।
ইঞ্জিনিয়ারিং যন্ত্রপাতি: পরিধান-প্রতিরোধী অংশ, জলবাহী অংশ এবং আবাসন অংশ।
কৃষি যন্ত্রপাতি: হাউজিং, গিয়ারবক্স, বন্ধনী।
খনির যন্ত্রপাতি: পরিধান-প্রতিরোধী লাইনিংস, কনভেয়র ট্রুগুলি।
আর্ট কাস্টিং এবং আর্কিটেকচারাল হার্ডওয়্যার: ভাস্কর্য, আলংকারিক অংশ, রেলিং আনুষাঙ্গিক এবং অন্যান্য জটিল আকারের কারুশিল্প।
মহাকাশ: অ্যালুমিনিয়াম অ্যালো এবং ম্যাগনেসিয়াম অ্যালোগুলির কিছু অ-লোড বহনকারী কাঠামোগত অংশ।
6। ভবিষ্যতের উন্নয়ন প্রবণতা
উচ্চ-পারফরম্যান্স ফেনা উপকরণ: কম গ্যাসিফিকেশন অবশিষ্টাংশ, উচ্চতর শক্তি এবং মাত্রিক স্থায়িত্ব সহ ফেনা উপকরণগুলি বিকাশ করুন।
3 ডি প্রিন্টিং ফোম ছাঁচ: র্যাপিড প্রোটোটাইপিং প্রযুক্তি (যেমন বাইন্ডার জেটিং, এফডিএম) জটিল প্রোটোটাইপগুলি এবং মডেলগুলির ছোট ছোট ব্যাচগুলি তৈরি করতে ব্যবহৃত হয়, traditional তিহ্যবাহী ছাঁচগুলির সীমাবদ্ধতাগুলি ভেঙে দেয় এবং পণ্য বিকাশকে ত্বরান্বিত করে।
লেপ প্রযুক্তি উদ্ভাবন: উচ্চতর শক্তি, উন্নত বায়ু ব্যাপ্তিযোগ্যতা এবং পরিবেশ বান্ধব আবরণ বিকাশ।
বুদ্ধিমান প্রক্রিয়া নিয়ন্ত্রণ: ing ালাই সিস্টেম এবং প্রক্রিয়া পরামিতিগুলির নকশা অনুকূল করতে সেন্সর এবং সংখ্যাসূচক সিমুলেশন (ফিলিং-সলিডিফিকেশন-গ্যাস ফ্লো কাপলিং সিমুলেশন) প্রয়োগ করুন।
বড় আকারের এবং পাতলা প্রাচীরযুক্ত: বৃহত্তর এবং পাতলা-প্রাচীরযুক্ত ings ালাইয়ের উত্পাদন প্রযুক্তির বাধা অতিক্রম করুন।
সবুজ: পরিবেশগত প্রভাব আরও হ্রাস করতে বর্জ্য গ্যাস সংগ্রহ এবং পরিশোধন প্রযুক্তি উন্নত করুন