ফোম কাস্টিংয়ের কাজ কীভাবে হারিয়েছে?
হারানো ফোম কাস্টিং (এলএফসি), এটি বাষ্পীভবন প্যাটার্ন কাস্টিং বা পূর্ণ ছাঁচ ing ালাই হিসাবে পরিচিত, এটি একটি বিপ্লবী নিকট-নেট-আকৃতির নির্ভুলতা ing ালাই প্রযুক্তি। এর মূল নীতিতে চূড়ান্ত কাস্টিংয়ের অনুরূপ একটি ফেনা প্লাস্টিকের মডেল তৈরি করা, এটি একটি বিশেষ রিফ্র্যাক্টরি লেপ দিয়ে আবরণ, শুকনো বালিতে এম্বেড করা, কম্পনের মাধ্যমে বালি কমপ্যাক্ট করা এবং তারপরে গলিত ধাতু সরাসরি মডেলটিতে .েলে দেওয়া জড়িত। ফেনা মডেলটি দ্রুত বাষ্পীভূত হয়, পচে যায় এবং অদৃশ্য হয়ে যায়, গলিত ধাতুটি ছাঁচের গহ্বরটি দখল করতে দেয়। শীতলকরণ এবং দৃ ification ়ীকরণের পরে, একটি কাস্টিং যা ফেনা মডেলের আকারটি যথাযথভাবে প্রতিলিপি করে তা গঠিত হয়। এই প্রযুক্তিটি উপকরণ বিজ্ঞান, থার্মোডাইনামিক্স, তরল মেকানিক্স এবং নির্ভুলতা উত্পাদন প্রক্রিয়াগুলিকে সংহত করে, এর অনন্য সুবিধার কারণে আধুনিক ফাউন্ড্রিতে একটি গুরুত্বপূর্ণ অবস্থান ধারণ করে।
I. মূল নীতিগুলি এবং হারানো ফোম কাস্টিংয়ের সার: পাইরোলাইটিক প্রতিস্থাপন এবং শারীরিক সংরক্ষণ
হারিয়ে যাওয়া ফেনা ing ালাইয়ের গোপনীয়তা এর মৌলিক নীতিতে রয়েছে "পাইরোলাইটিক প্রতিস্থাপন" । পুরো প্রক্রিয়াটি শারীরিক সংরক্ষণের আইনগুলি (ভর, গতি এবং শক্তি সংরক্ষণ) কঠোরভাবে মেনে চলে এবং জটিল শারীরিক এবং রাসায়নিক পরিবর্তনের একটি সিরিজের মাধ্যমে ফেনা মডেলের যথাযথ ধাতব প্রতিস্থাপন অর্জন করে:
পাইরোলাইসিস এবং ফোম মডেল নিখোঁজ:
- শারীরিক পর্যায় (গলে যাওয়া এবং নরমকরণ): যখন গলিত ধাতব সামনের ফেনা মডেলের সাথে যোগাযোগ করে (সাধারণত প্রসারিত পলিস্টায়ারিন, ইপিএস বা এসটিএমএমএর মতো একটি কপোলিমার দিয়ে তৈরি), তীব্র তাপ স্থানান্তর ঘটে। গ্লাস ট্রানজিশনের তাপমাত্রা (~ 100 ডিগ্রি সেন্টিগ্রেড) এবং গলিত পয়েন্ট (~ 170–240 ° C) ফোমের গলিত ধাতব তাপমাত্রার (যেমন, ইস্পাত> 1500 ডিগ্রি সেন্টিগ্রেড) এর চেয়ে অনেক কম। মডেল পৃষ্ঠটি কঠোর নরমকরণ এবং গলানোর মধ্য দিয়ে যায়, একটি তরল সামনের স্তর গঠন করে।
- রাসায়নিক পর্যায় (পাইরোলাইসিস, ক্র্যাকিং এবং গ্যাসিফিকেশন): উচ্চ তাপমাত্রা এবং নিম্ন-অক্সিজেন অবস্থার অধীনে (লেপ এবং শুকনো বালির ield ালযুক্ত প্রভাবের কারণে), গলিত পলিমার চেইনগুলি ভেঙে যায়, জটিল পাইরোলাইসিস প্রতিক্রিয়াগুলির মধ্য দিয়ে। এই এন্ডোথেরমিক প্রক্রিয়াটি ছোট অণু গ্যাস (মূলত স্টাইরিন মনোমার, বেনজিন, টলিউইন, ইথাইলবেনজিন, হাইড্রোজেন, সিও, সিও, মিথেন এবং অন্যান্য হাইড্রোকার্বন) এবং ছোট পরিমাণে তরল টারের অবশিষ্টাংশ (যেমন, তরল পলিস্টাইরেন) উত্পন্ন করে। গ্যাসগুলি লেপ এবং বালির ছিদ্রগুলির মধ্য দিয়ে পালিয়ে যায়, যখন তরল পণ্যগুলি আংশিকভাবে উচ্চ তাপমাত্রা দ্বারা পচে যায়; কিছু ধাতব ফ্রন্ট দ্বারা আবরণ ইন্টারফেসে ধাক্কা দেওয়া যেতে পারে বা ing ালাইয়ের পৃষ্ঠে থাকতে পারে (নিয়ন্ত্রণ না করা হলে ত্রুটি সৃষ্টি করে)।
গ্যাসের ব্যবধান গঠন এবং ইন্টারফেস প্রতিক্রিয়া: গলিত ধাতব ফ্রন্ট এবং অঘোষিত ফেনা মডেলের মধ্যে একটি সংকীর্ণ গ্যাস ভরা ফাঁক তৈরি হয়। এলএফসি -র এই অনন্য বৈশিষ্ট্যটি ধাতব ভরাট আচরণ, সামনের স্থায়িত্ব, তাপ স্থানান্তর এবং ing ালাইয়ের গুণমান (উদাঃ, কার্বন ভাঁজ ত্রুটি) নির্দেশ করে।
ধাতব ভরাট এবং দৃ ification ়করণ:
- ভ্যাকুয়াম-সহিত মাধ্যাকর্ষণ ing ালাও: ধাতবটি মহাকর্ষের নীচে ing ালা কাপে poured েলে দেওয়া হয়, যখন পুরো ফ্লাস্কটি ভ্যাকুয়াম (0.3–0.7 বার) এর শিকার হয়। ভ্যাকুয়াম উল্লেখযোগ্যভাবে ছাঁচ পূরণ করে:
- স্তন্যপান প্রভাব: ক্রমাগত লেপ এবং শুকনো বালি সিস্টেমের মাধ্যমে পচে যাওয়া ফেনা থেকে ক্রমাগত গ্যাস/তরল আহরণ, গহ্বর থেকে তাদের অপসারণকে ত্বরান্বিত করে এবং ধাতব প্রবাহকে বাধা থেকে গ্যাসের ব্যাক-চাপ প্রতিরোধ করা।
- ছাঁচ শক্তি বর্ধন: আলগা শুকনো বালির কণাগুলির মধ্যে একটি চাপ পার্থক্য তৈরি করে, সেগুলি শক্তভাবে কমপ্যাক্ট করে এবং ছাঁচটিকে উচ্চ শক্তি এবং অনমনীয়তা দেয়। এটি জটিল পাতলা প্রাচীরযুক্ত অংশগুলির ing ালাই সক্ষম করে traditional তিহ্যবাহী বালি ing ালাইতে বাইন্ডারগুলির সাথে সম্পর্কিত সমস্যাগুলি এড়িয়ে চলে।
- ধাতব মানের উন্নত: ধাতুতে গ্যাস এনট্র্যাপমেন্ট হ্রাস করতে সহায়তা করে এবং অন্তর্ভুক্তি ফ্লোটেশন (গেটিং/রাইজার সিস্টেমের সহায়তায়) প্রচার করতে পারে।
- ফ্রন্ট অ্যাডভান্সমেন্ট মোড: ধাতুটি সামগ্রিকভাবে অবিচ্ছিন্নভাবে অগ্রসর হয় না তবে ধীরে ধীরে ফেনা মডেলটিকে একটি কোয়াসি-লামিনারে ("স্তর-জাতীয়") পদ্ধতিতে প্রতিস্থাপন করে, এর আগে পাইরোলাইটিক গ্যাসগুলিতে ভরা একটি সরু ফাঁক দ্বারা। সূক্ষ্ম মডেলের বিশদগুলির প্রতিরূপ করার জন্য এই ফ্রন্টের স্থায়িত্ব গুরুত্বপূর্ণ।
- দৃ ification ়করণ এবং আকার: ধাতু সম্পূর্ণরূপে গহ্বরটি পূরণ করার পরে, তাপটি আবরণ এবং শুকনো বালি দিয়ে বিচ্ছিন্ন হয়ে যায়, দৃ ification ়তা শুরু করে। শুকনো বালির তুলনামূলকভাবে কম তাপীয় পরিবাহের কারণে, দৃ ification ়করণ সাধারণত ধীর হয় (প্রাচীরের বেধ এবং খাদের ধরণের উপর নির্ভর করে), খাওয়ানো এবং চাপ হ্রাস করে। দৃ ification ়করণ শেষ পর্যন্ত মূল ফোম মডেলের জ্যামিতির সাথে অত্যন্ত সামঞ্জস্যপূর্ণ একটি ধাতব কাস্টিং গঠন করে।
এসেন্স সংক্ষিপ্তসার: হারানো ফেনা কাস্টিং একটি গতিশীল প্রতিস্থাপন প্রক্রিয়া যেখানে তীব্র শারীরিক (গলে যাওয়া, বাষ্পীকরণ, পালানো) এবং রাসায়নিক (পলিমার পাইরোলাইসিস/ক্র্যাকিং) পরিবর্তনগুলি দৃ ly ়ভাবে সংহত করা হয়। গলিত ধাতু তার উচ্চ তাপীয় শক্তি ব্যবহার করে, ভ্যাকুয়াম এবং গ্যারান্টিযুক্ত গ্যাস অপসারণ চ্যানেলগুলির দ্বারা সরবরাহিত ড্রাইভিং ফোর্স দ্বারা সহায়তা করে, সহজেই বাষ্পযুক্ত ফেনা প্লাস্টিকের মডেল ইন-সিটুকে নিজেকে একটি শক্ত ধাতব সত্তায় দৃ ifying ়তার সাথে প্রতিস্থাপন করতে, "তাপের সাথে ফোম প্রতিস্থাপন করুন, ধাতব সহ বিকল্প প্লাস্টিকের প্লাস্টিক" অর্জন করুন।
Ii। হারিয়ে যাওয়া ফোম কাস্টিংয়ের বিস্তারিত প্রক্রিয়া প্রবাহ
হারানো ফোম কাস্টিং একটি বহু-পদক্ষেপ সিস্টেম ইঞ্জিনিয়ারিং প্রক্রিয়া যেখানে প্রতিটি পদক্ষেপের চূড়ান্ত কাস্টিংয়ের গুণমান নিশ্চিত করার জন্য সুনির্দিষ্ট নিয়ন্ত্রণের প্রয়োজন হয়:
-
ফোম প্যাটার্ন তৈরি: নির্ভুলতার জন্য প্রারম্ভিক পয়েন্ট এবং ভিত্তি।
- কাঁচামাল নির্বাচন:
- প্রসারণযোগ্য পলিস্টায়ারিন (ইপিএস): সর্বাধিক সাধারণ, স্বল্প ব্যয়, দুর্দান্ত ফোমিং ছাঁচনির্মাণ, ভাল মাত্রিক স্থিতিশীলতা, পরিপক্ক প্রাক-প্রসারণ এবং বার্ধক্য প্রক্রিয়া। ত্রুটিগুলি: অসম্পূর্ণ পাইরোলাইসিস, উচ্চ কার্বন অবশিষ্টাংশ (2-4%), সান্দ্র তরল পণ্য (প্রধানত তরল পলিস্টাইরিন), কার্বন ভাঁজ, কার্বন পিকআপ (বিশেষত লো-কার্বন স্টিলের মধ্যে) এবং লাস্ট্রাস কার্বন ত্রুটিগুলির প্রবণ। গ্যাস পণ্যগুলিতে উচ্চ আণবিক ওজন থাকে (উদাঃ, স্টাইরিন মনোমার), বর্ধমান নিষ্কাশন বোঝা। প্রযোজ্য: Cast ালাই লোহা (ধূসর আয়রন, নমনীয় আয়রন - কার্বুরাইজেশনের প্রতি কম সংবেদনশীল) এবং অ -লৌহঘটিত অ্যালো (আল, কিউ) এর জন্য পছন্দসই। অ-সমালোচনামূলক পৃষ্ঠের প্রয়োজনীয়তা সহ ছোট/মাঝারি ইস্পাত ings ালাইয়ের জন্য, কঠোর প্রক্রিয়া নিয়ন্ত্রণ প্রয়োজন।
- প্রসারণযোগ্য মিথাইল মেথাক্রিলেট-স্টাইলের কোপোলিমার (এসটিএমএমএ): স্টাইরিন (এসটি) এবং মিথাইল মেথাক্রাইলেট (এমএমএ) এর কপোলিমার। এমএমএ উপাদানটি অক্সিজেনের সামগ্রী বৃদ্ধি করে, যা আরও সম্পূর্ণ এবং দ্রুত পাইরোলাইসিসের দিকে পরিচালিত করে। কার্বন অবশিষ্টাংশ ইপিএসের তুলনায় উল্লেখযোগ্যভাবে কম (<0.5%, এমনকি 0.02%), তরল পণ্যগুলি ন্যূনতম এবং কম আণবিক ওজন/সহজেই বাষ্পীভূত হয়, গ্যাস পণ্যগুলিতে কম আণবিক ওজন থাকে (কো, সিও, এইচ) এবং সহজেই বহিষ্কার করা হয়। উল্লেখযোগ্যভাবে কার্বন ভাঁজ এবং কার্বুরাইজেশন হ্রাস করে, পৃষ্ঠের গুণমান উন্নত করে। ত্রুটিগুলি: উচ্চ ব্যয় (ইপিএসের চেয়ে 30-50% বেশি), সামান্য উচ্চতর ছাঁচনির্মাণ সঙ্কুচিত (ছাঁচ ক্ষতিপূরণ প্রয়োজন), সামান্য কম অনমনীয়তা (বড় অংশগুলি শক্তিবৃদ্ধি প্রয়োজন), কিছু সূত্র উচ্চ তাপমাত্রায় নরম/বিকৃত হতে পারে। প্রযোজ্য: ইস্পাত ings ালাইয়ের জন্য পছন্দসই উপাদান (বিশেষত কম-কার্বন এবং স্টেইনলেস স্টিল)। উচ্চ-মানের, জটিল পাতলা প্রাচীরযুক্ত cast ালাই লোহা এবং অ-লৌহঘটিত ings ালাই। এলএফসি কাস্টিং মানের (বিশেষত পৃষ্ঠ এবং উপাদান বিশুদ্ধতা) উন্নত করার জন্য মূল উপাদান। এমএমএ বিষয়বস্তু মিশ্রণ প্রকার (ইস্পাত/আয়রন), প্রাচীরের বেধ এবং তাপমাত্রা ing ালার (সাধারণত 15-30%) এর ভিত্তিতে অনুকূলিত করা উচিত।
- প্রসারণযোগ্য পলিপ্রোপিলিন (ইপিপি): সুবিধাগুলি: অত্যন্ত কম পাইরোলাইসিস অবশিষ্টাংশ (প্রায় সম্পূর্ণ বাষ্পীভূত), কার্যত কোনও কার্বন কালো বা লম্পট কার্বন সমস্যা নেই। ত্রুটিগুলি: কঠিন ফোমিং (উচ্চ তাপমাত্রা প্রয়োজনীয়), দুর্বল পৃষ্ঠের সমাপ্তি, কম শক্তি বিকৃতকরণের প্রবণ, কঠিন মাত্রিক নিয়ন্ত্রণ, উচ্চ ব্যয়। প্রযোজ্য: খুব সীমাবদ্ধ, মূলত বিশেষ প্রয়োজনীয়তার জন্য (উদাঃ, অত্যন্ত কম কার্বুরাইজেশন)।
- কাঁচামাল ফর্ম: প্রাক-ব্যয়যোগ্য জপমালা একটি ব্লোিং এজেন্ট (উদাঃ, পেন্টেন) সমন্বিত।
- প্রাক-প্রসারণ (প্রাক-প্রসারণ): পুঁতিগুলি প্রাক-এক্সপ্যান্ডারে (বাষ্প উত্তপ্ত) নরম করা হয়, ব্লোং এজেন্ট বাষ্পীভূত হয় এবং প্রসারিত হয়, একটি সেট ঘনত্বের (সাধারণত চূড়ান্ত প্যাটার্নের ঘনত্বের 2-5 গুণ) পুঁতির পরিমাণ বাড়িয়ে তোলে। তাপমাত্রা, সময় এবং বাষ্প চাপ একটি ক্লোজড সেল কাঠামো এবং লক্ষ্য ঘনত্ব (সরাসরি প্যাটার্ন শক্তি, পৃষ্ঠের গুণমান এবং পাইরোলাইসিস পণ্য পরিমাণকে প্রভাবিত করে) সাথে অভিন্ন প্রাক-প্রসারিত জপমালা পেতে কঠোরভাবে নিয়ন্ত্রণ করা হয়।
- বার্ধক্য/স্থিতিশীলতা: প্রাক-প্রসারিত জপমালা অভ্যন্তরীণভাবে নেতিবাচক চাপ বিকাশ করে। অভ্যন্তরীণভাবে বায়ু অনুপ্রবেশ, ভারসাম্য চাপ, শুকনো, স্থিতিশীলতা এবং স্থিতিস্থাপকতা অর্জন করতে, ছাঁচনির্মাণের সময় অতিরিক্ত সঙ্কুচিত বা বিকৃতি রোধ করতে তাদের অবশ্যই একটি সময়ের জন্য (8-48 ঘন্টা) বাতাসে সংরক্ষণ করতে হবে।
- ছাঁচনির্মাণ (ছাঁচনির্মাণ): বয়স্ক জপমালা একটি ছাঁচনির্মাণ ডাইতে খাওয়ানো হয়।
- ছাঁচ: সাধারণত ঘন ভেন্ট গর্ত (ব্যাস ~ 0.3-0.8 মিমি) সহ অ্যালুমিনিয়াম খাদ।
- প্রক্রিয়া: পুঁতিগুলি ছাঁচের গহ্বর পূরণ করে -> গরম করার জন্য বাষ্প প্রবর্তিত (মাধ্যমিক সম্প্রসারণ, নরমকরণ, বন্ধন) -> শীতল জল শীতল এবং সেট -> ভ্যাকুয়াম -সহায়তাযুক্ত ডেমোল্ডিং। ছাঁচনির্মাণ তাপমাত্রা, চাপ, সময় এবং বাষ্প মানের প্যাটার্ন ঘনত্ব, ফিউশন এবং পৃষ্ঠ সমাপ্তির জন্য গুরুত্বপূর্ণ। উচ্চ-মানের নিদর্শনগুলি সমানভাবে ঘন, সু-ফিউজড, মসৃণ-পৃষ্ঠযুক্ত, মাত্রিকভাবে নির্ভুল এবং ওয়ার্প-মুক্ত হওয়া উচিত।
- কাঁচামাল নির্বাচন:
-
প্যাটার্ন ক্লাস্টার অ্যাসেম্বলি (ক্লাস্টার অ্যাসেম্বলি): পৃথক ফোমের নিদর্শনগুলি (একাধিক অংশের নিদর্শন অন্তর্ভুক্ত থাকতে পারে), গেটিং সিস্টেম (স্প্রু, রানার্স, ইনজেটস) এবং রাইজার সিস্টেম (ফিড রাইজার, স্ল্যাগ ট্র্যাপস), সাধারণত ইপিএস/এসটিএমএমএ রডগুলি থেকে মেশিনযুক্ত। এগুলি বিশেষ পরিবেশ-বান্ধব হট-গলিত আঠালো (অতিরিক্ত গ্যাস/অবশিষ্টাংশ এড়াতে) একটি সম্পূর্ণ প্যাটার্ন ক্লাস্টার (কাস্ট ক্লাস্টার) গঠন করে ব্যবহার করে সুনির্দিষ্টভাবে বন্ধনযুক্ত। সমাবেশের গুণমান সরাসরি ধাতব প্রবাহ এবং ing ালাই সততা প্রভাবিত করে।
-
প্যাটার্ন শুকানো এবং মেরামত: একত্রিত ক্লাস্টারটি অবশ্যই পুরোপুরি শুকিয়ে যেতে হবে (আর্দ্রতা অপসারণ)। প্যাটার্ন পৃষ্ঠের ত্রুটিগুলি (উদাঃ, ফিউশন লাইন ডিপ্রেশনস, ছোট গর্ত, ছোটখাট ক্ষতি) পৃষ্ঠের গুণমান নিশ্চিত করার জন্য মেরামত ও পালিশ করা হয়।
-
প্যাটার্ন ক্লাস্টার লেপ (লেপ): লেপটি এলএফসি সাফল্যের জন্য একটি গুরুত্বপূর্ণ বাধা এবং কার্যকরী স্তর।
- ফাংশন:
- সমর্থন মডেল: ছাঁচনির্মাণ কম্পনের সময় বিকৃতি/ক্ষতি রোধ করে ভঙ্গুর ফেনা প্যাটার্নে পর্যাপ্ত অনড়তা সরবরাহ করে।
- বিচ্ছিন্নতা বাধা: পাইরোলাইসিস পণ্যগুলি (তরল টার, কার্বন ব্ল্যাক) কে প্রবেশ করা শুকনো বালি (দূষিত বালি) বা ing ালাইয়ের পৃষ্ঠে পিছনে স্টিকিং (ত্রুটি সৃষ্টি করে) থেকে বাধা দেয়।
- ব্যাপ্তিযোগ্যতা চ্যানেল: ফেনা পাইরোলাইসিসের সময় উত্পাদিত বৃহত পরিমাণে গ্যাসের শুকনো বালিতে আবরণের মাধ্যমে দ্রুত পালাতে দেওয়া, যেখানে এটি ভ্যাকুয়াম সিস্টেম দ্বারা সরিয়ে নেওয়া হয় তার জন্য দুর্দান্ত ব্যাপ্তিযোগ্যতা অপরিহার্য। ব্যাপ্তিযোগ্যতা অন্যতম গুরুত্বপূর্ণ লেপ বৈশিষ্ট্য।
- রিফ্র্যাক্টরি সুরক্ষা: শুকনো বালি সিন্টারিং থেকে রক্ষা করে গলিত ধাতুর প্রভাব এবং তাপীয় প্রভাবগুলি সহ্য করে।
- সারফেস ফিনিস: কাস্টিং পৃষ্ঠের গুণমান এবং কনট্যুর সংজ্ঞা প্রভাবিত করে।
- এইডস শেল অপসারণ: শীতল হওয়ার পরে, লেপটি সহজেই ing ালাই থেকে পৃথক হওয়া উচিত।
- রচনা:
- অবাধ্য সমষ্টি: প্রধান উপাদান (শুকনো ওজন দ্বারা সাধারণত 60-75%)। সাধারণ প্রকার: জিরকন বালি/ময়দা (zrsio₄, উচ্চ অবাধ্যতা/তাপীয় পরিবাহিতা, জড়, দুর্দান্ত পৃষ্ঠের সমাপ্তি, উচ্চ ব্যয়, সমালোচনামূলক পৃষ্ঠগুলিতে ব্যবহৃত), সিলিকা ময়দা (সিও, সাধারণ, কম ব্যয়), বক্সাইট (আলো, ভাল উচ্চ-টেম্প পারফরম্যান্স), মুলাইট, কিয়ানাইট, গ্রাফাইট গুঁড়ো, ইত্যাদি।
- বাইন্ডার: সবুজ এবং শুকনো শক্তি সরবরাহ করুন। জল-ভিত্তিক সাধারণ: সোডিয়াম/ক্যালসিয়াম বেন্টোনাইট, সিলিকা এসওএল, অ্যালুমিনা এসএল, সিএমসি, পলিভিনাইল অ্যালকোহল (পিভিএ), ল্যাটেক্স (এলএ), রেজিনস। অ্যালকোহল ভিত্তিক: হাইড্রোলাইজড ইথাইল সিলিকেট। প্রকার এবং পরিমাণ শক্তি, ব্যাপ্তিযোগ্যতা, ক্র্যাক প্রতিরোধের প্রভাবিত করে।
- সাসপেনশন এজেন্ট/ক্যারিয়ার: স্থিরভাবে স্থগিত রাখুন। জল ভিত্তিক: বেন্টোনাইট, জৈব পলিমার (উদাঃ, সিএমসি)। অ্যালকোহল ভিত্তিক: জৈব বেন্টোনাইট, পিভিবি।
- সংযোজন: রিওলজি (ডিফ্লোকুল্যান্টস), অ্যান্টি-জারা (বায়োসাইডস), ডিফোমারস, সার্ফ্যাক্ট্যান্টস (ওয়েটবিলিটি উন্নত), অ্যান্টি-ক্র্যাকিং এজেন্টস ইত্যাদি উন্নত করুন
- লেপ প্রস্তুতি: কঠোরভাবে উপাদান অনুপাত, সংযোজন ক্রম, মিশ্রণ সময় এবং তীব্রতা (উচ্চ-গতির ছত্রভঙ্গকারী), সান্দ্রতা (ফ্লো কাপ বা ঘূর্ণন ভিসোমিটার দ্বারা পরিমাপ করা) নিয়ন্ত্রণ করুন। স্থিতিশীল অনুকূল কর্মক্ষমতা অর্জনের জন্য লেপের জন্য পর্যাপ্ত হাইড্রেশন (সাধারণত বয়স্ক> 24 ঘন্টা) প্রয়োজন।
- লেপ অ্যাপ্লিকেশন প্রক্রিয়া:
- ডুব দেওয়া: পুরো ক্লাস্টার লেপ ট্যাঙ্কে নিমজ্জিত, আস্তে আস্তে প্রত্যাহার করে। অভিন্ন বেধ, কোনও রান/সেগ, কোনও পুলিং, কোনও বুদবুদ নেই।
- Our ালা/ব্রাশিং: বড় অংশ বা স্থানীয় মেরামতের জন্য উপযুক্ত।
- লেপ বেধ: সাধারণত 0.5-2.0 মিমি, ing ালাইয়ের আকার, প্রাচীরের বেধ, খাদ প্রকারের উপর নির্ভর করে (স্টিলের ঘন আবরণ প্রয়োজন)। সমালোচনামূলক অঞ্চলগুলি (উদাঃ, কাছাকাছি, গরম দাগগুলি) স্থানীয়ভাবে ঘন হতে পারে।
- শুকানো: আবরণ অবশ্যই পুরোপুরি শুকনো এবং নিরাময় করতে হবে (আর্দ্রতার পরিমাণ <1%)। সাধারণ পদ্ধতি:
- পরিবেষ্টিত শুকনো: দীর্ঘ সময় (24-48 ঘন্টা), বিকৃতকরণের প্রবণ।
- নিম্ন-তাপমাত্রা শুকানো (≤50 ° C): শুকনো, আর্দ্রতা এবং বায়ু প্রবাহ নিয়ন্ত্রণকে ত্বরান্বিত করে।
- ডিহমিডিফিকেশন শুকানো: সর্বাধিক কার্যকর, দক্ষ (ঘন্টা কমাতে পারে), তাপমাত্রা/আর্দ্রতার সুনির্দিষ্ট নিয়ন্ত্রণ (উদাঃ, 30-40 ডিগ্রি সেন্টিগ্রেড, আর্দ্রতা <30%), ন্যূনতম প্যাটার্নের বিকৃতি। আধুনিক মূলধারার পদ্ধতি।
- আবরণ পরিদর্শন: বেধ (গেজ), পৃষ্ঠের গুণমান (ভিজ্যুয়াল), ব্যাপ্তিযোগ্যতা (বিশেষ ব্যাপ্তিযোগ্যতা পরীক্ষক), শক্তি (স্ক্র্যাচ বা বালির ঘর্ষণ পরীক্ষা) পরীক্ষা করুন।
- ফাংশন:
-
ছাঁচনির্মাণ (কম্পন সংযোগ):
- ফ্লাস্ক প্রস্তুতি: ভ্যাকুয়াম সিস্টেমের সাথে সংযুক্ত দেয়ালগুলিতে ভ্যাকুয়াম চেম্বার এবং ফিল্টার স্ক্রিন (ধাতব জাল বা পার্মেবল ইট) সহ বিশেষায়িত ফ্লাস্ক।
- ছাঁচনির্মাণ বালু: শুকনো (আর্দ্রতা <0.5%), বাইন্ডার-মুক্ত সিলিকা বালি (সাধারণ এএফএস 40-70, অর্থাৎ, 0.212–0.425 মিমি) বা বিশেষ বালি (ক্রোমাইট বালি, জিরকন বালি, বিশেষ প্রয়োজনের ক্ষেত্রগুলির জন্য অলিভাইন বালি) ব্যবহার করুন। বালির তাপমাত্রা সাধারণত <50 ডিগ্রি সেন্টিগ্রেড নিয়ন্ত্রিত হয়। বালি নিয়মিত ডেস্টি্টিং এবং কুলিং প্রয়োজন।
- প্যাটার্ন ক্লাস্টার প্লেসমেন্ট: সাবধানতার সাথে লেপযুক্ত, শুকনো ক্লাস্টারটি ফ্লাস্কের নীচে রাখুন, ing ালা কাপের অবস্থানটি ing ালাও স্টেশনের সাথে সারিবদ্ধ করুন।
- বালি ফিলিং এবং কম্পন সংযোগ:
- ঝরনা ফিলিং: প্যাটার্নের প্রভাব এড়ানো, ক্লাস্টার গহ্বরের চারপাশে এবং আলতো করে এবং আলতো করে বালি পূরণ করে তা নিশ্চিত করে।
- 3 ডি মাইক্রো-ভাইব্রেশন: কম্পন টেবিলে ফ্লাস্ক স্থাপন করা হয়েছে। কম প্রশস্ততা (0.5–1.5 মিমি), মাঝারি-উচ্চ ফ্রিকোয়েন্সি (40-60Hz) মাইক্রো-ভাইব্রেশন ব্যবহার করে। কম্পন পরামিতি (সময়, ফ্রিকোয়েন্সি, প্রশস্ততা), বালি বৈশিষ্ট্য (আকার, আকার, আর্দ্রতা) এবং পূরণ করার গতি যৌথভাবে সংযোগের কার্যকারিতা নির্ধারণ করে।
- সংযোগ লক্ষ্য: প্যাটার্নের চারপাশের বালিতে এবং জটিল গহ্বরের মধ্যে উচ্চতর ইউনিফর্ম এবং পর্যাপ্ত সংযোগ ঘনত্ব (> 80% তাত্ত্বিক ঘনত্বের প্রয়োজন) অর্জন করুন, ধাতব চাপ এবং তাপীয় শকের বিরুদ্ধে প্রলিপ্ত প্যাটার্নকে সমর্থন করার জন্য একটি শক্তিশালী শেল গঠন করে, ছাঁচের পতন, ছাঁচের প্রাচীরের চলাচল, বালির অনুপ্রবেশ এবং মাত্রিক বিচ্যুতি প্রতিরোধ করে। অপর্যাপ্ত সংযোগ হ'ল অনেক ত্রুটির মূল কারণ (উদাঃ, ছাঁচ প্রাচীরের চলাচল, মাত্রিক ত্রুটি)।
- প্রক্রিয়া পর্যবেক্ষণ: উন্নত উত্পাদন লাইনগুলি বালির প্রবাহ, প্রশস্ততা, ফ্রিকোয়েন্সি এবং কমপ্যাকশন ঘনত্ব (পরোক্ষভাবে বা সরাসরি পরিমাপ করা) নিরীক্ষণ করতে সেন্সর ব্যবহার করতে পারে।
- আচ্ছাদন এবং সিলিং: প্লাস্টিকের ফিল্মের সাথে ফ্লাস্ক শীর্ষটি কভার করুন (উদাঃ, পলিথিন)। ভ্যাকুয়াম সিলিং নিশ্চিত করার জন্য সিলিং স্ট্রিপ (প্রায়শই আঠালো রাবার স্ট্রিপ) ব্যবহার করে ফিল্মটি ফ্লাস্ক ফ্ল্যাঞ্জ প্রান্তে দৃ firm ়ভাবে সিল করুন। ফিল্মটি বাতাসকে বিচ্ছিন্ন করে, ing ালার সময় গহ্বরের মধ্যে বায়ু প্রবেশ রোধ করে যা ভ্যাকুয়াম ক্ষেত্রকে ব্যাহত করে এবং বালি ভ্যাকুয়াম দ্বারা টানতে বাধা দেয়। হট মেটাল দ্বারা পুড়ে যাওয়া থেকে রক্ষা করতে ফিল্মে শুকনো বালি বা ওজনের একটি স্তর রাখুন।
- ভ্যাকুয়াম সিস্টেম সংযুক্ত করুন: ভ্যাকুয়াম পাম্প সিস্টেমের সাথে পায়ের পাতার মোজাবিশেষের মাধ্যমে ফ্লাস্ক ভ্যাকুয়াম পোর্টগুলি সংযুক্ত করুন। আধুনিক সেটআপগুলিতে প্রায়শই vice ালা স্টেশন প্রতি ডেডিকেটেড ভ্যাকুয়াম পাম্প সেট (তরল রিং বা রোটারি ভ্যান পাম্প) থাকে। ভ্যাকুয়াম লাইনে বালির প্রবেশ রোধ করতে ফিল্টার অন্তর্ভুক্ত রয়েছে।
-
Our ালাও:
- ভ্যাকুয়াম অ্যাক্টিভেশন: ফ্লাস্কে সেট ভ্যাকুয়াম স্তর অর্জন এবং স্থিতিশীল করার জন্য vice ালার আগে কয়েক সেকেন্ডের আগে ভ্যাকুয়াম পাম্প সেকেন্ড শুরু করুন (সাধারণত 0.3–0.7 বার / 0.03-0.07 এমপিএ পরম চাপ)। ভ্যাকুয়াম স্তরটি একটি মূল প্রক্রিয়া প্যারামিটার, কাস্টিং কাঠামোর উপর ভিত্তি করে অনুকূলিত (জটিল পাতলা দেয়ালের জন্য উচ্চতর), খাদ প্রকার (আয়রন, ইস্পাত, অ-লৌহঘটিত), ওজন/গতি pour ালা।
- ধাতব চিকিত্সা এবং তাপমাত্রা নিয়ন্ত্রণ: প্রয়োজনীয় ধাতব চিকিত্সা (পরিমার্জন, পরিবর্তন, ইনোকুলেশন) সম্পাদন করুন এবং তাপমাত্রা ing ালার সুনির্দিষ্টভাবে নিয়ন্ত্রণ করুন (ফেনা বাষ্পীকরণ তাপ শোষণের জন্য ক্ষতিপূরণ দেওয়ার জন্য বালি ing ালাইয়ের চেয়ে কিছুটা বেশি)। সাধারণ টেম্পস: ধূসর আয়রন 1350-1450 ° C, নমনীয় আয়রন 1380-1480 ° C, ইস্পাত 1550-1650 ° C, অ্যালুমিনিয়াম খাদ 680-760 ° C।
- অপারেশন ing ালা:
- উচ্চ প্রবাহের হার, দ্রুত, অবিচলিত, অবিচ্ছিন্ন: কাপটি পূর্ণ রাখুন, সিফন প্রভাব তৈরি করতে স্প্রু দ্রুত পূরণ করে তা নিশ্চিত করুন। বাধা বা স্প্ল্যাশিং এড়িয়ে চলুন।
- সময় our ালার: কাস্টিং ওজন, প্রাচীরের বেধ, কাঠামোর উপর ভিত্তি করে অনুকূলিত। খুব দীর্ঘ পাইরোলাইসিস পণ্য বৃদ্ধি করে; খুব সংক্ষিপ্ত হতে পারে অশান্তি, বায়ু প্রবেশ, মিসরুন। সাধারণত ভ্যাকুয়াম হোল্ড সময় দিয়ে সিঙ্ক্রোনাইজ করা হয়।
- পর্যবেক্ষণ: বড় বা সমালোচনামূলক ings ালাই স্বয়ংক্রিয়ভাবে ing ালা মেশিন ব্যবহার করতে পারে। অপারেটরদের অবশ্যই কাপের স্তরটি নিবিড়ভাবে পর্যবেক্ষণ করতে হবে।
-
কুলিং এবং ভ্যাকুয়াম রিলিজ: Ing ালার পরে, ভ্যাকুয়াম অবশ্যই একটি সময়ের জন্য (কয়েক মিনিট থেকে কয়েক মিনিট) বজায় রাখতে হবে যতক্ষণ না ing ালাইয়ের পৃষ্ঠটি বালির চাপ প্রতিরোধের জন্য শক্তিশালী পর্যাপ্ত শেলটিতে সম্পূর্ণরূপে দৃ ified ় হয়। খুব তাড়াতাড়ি ভ্যাকুয়াম প্রকাশ করা কাস্টিং বিকৃতি, ছাঁচ প্রাচীরের চলাচল বা এমনকি ধসের কারণ হতে পারে। কাস্টিংটি ছাঁচটিতে নিরাপদ তাপমাত্রায় শীতল হওয়া অব্যাহত রাখে (সাধারণত <500 ° C, খাদ এবং আকারের উপর নির্ভর করে), স্ট্রেস হ্রাস করতে শুকনো বালির ধীর শীতল বৈশিষ্ট্যটি ব্যবহার করে।
-
শেকআউট এবং পরিষ্কার:
- বালু অপসারণ: শীর্ষ প্রতিরক্ষামূলক বালি এবং ফিল্ম সরান। স্পন্দিত শেকআউট মেশিনে ফ্লাস্ক স্থানান্তর করুন (বা টার্নওভার ফিক্সচার ব্যবহার করুন)।
- শেকআউট: কাস্টিং থেকে দূরে শুকনো বালি কম্পন। শুকনো বালির দুর্দান্ত প্রবাহতা রয়েছে, traditional তিহ্যবাহী বালির ছাঁচের চেয়ে অনেক কম শব্দ এবং ধুলা সহ শেকআউট সহজ, পরিষ্কার করে তোলে। শেকআউট কাস্টিং ক্লাস্টার (কাস্টিং গেটিং/রাইজার সিস্টেম লেপ শেল) জানানো হয়েছে।
- বালি প্রক্রিয়াকরণ: কাঁপানো আউট বালি স্ক্রিন করা হয় (ধ্বংসাবশেষ সরান, বড় লেপের টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো টুকরো বালির তাপমাত্রা, শস্য আকার বিতরণ এবং ধূলিকণা সামগ্রীর জন্য পর্যায়ক্রমিক পরীক্ষার প্রয়োজন।
- গেটিং/রাইজারগুলি সরান: কাস্টিং ঘরের তাপমাত্রায় শীতল হওয়ার পরে, কাটা (গ্রাইন্ডিং হুইল, গ্যাস কাটা), নক করা (হাতুড়ি, প্রভাব) বা বিশেষ সরঞ্জামের মাধ্যমে গেটিং এবং রাইজার সিস্টেমগুলি সরিয়ে ফেলুন।
- আবরণ অপসারণ: বেশিরভাগ সম্মতিযুক্ত রিফ্র্যাক্টরি লেপ অপসারণ করতে স্পন্দিত শেকআউট সরঞ্জাম বা শট ব্লাস্টিং ব্যবহার করুন। গভীর গর্ত/অভ্যন্তরীণ গহ্বরগুলিতে অবশিষ্টাংশের আবরণের জন্য স্যান্ডব্লাস্টিং, উচ্চ-চাপের জল জেটিং বা রাসায়নিক পরিষ্কারের প্রয়োজন হতে পারে।
- সমাপ্তি: গেটিং/রাইজার অবশিষ্টাংশ, পাখনা, বার্স বন্ধ। উচ্চ পৃষ্ঠের সমাপ্তি প্রয়োজনীয়তার সাথে ings ালাইয়ের জন্য স্যান্ডব্লাস্টিং, পলিশিং ইত্যাদি সম্পাদন করুন।
Iii। হারানো ফোম কাস্টিংয়ের মূল প্রযুক্তিগত সুবিধা এবং বৈশিষ্ট্য
হারিয়ে যাওয়া ফোম ing ালাইয়ের সাফল্য তার অনন্য এবং উল্লেখযোগ্য সুবিধাগুলি থেকে উদ্ভূত:
-
চরম নকশার স্বাধীনতা এবং নিকট-নেট আকার:
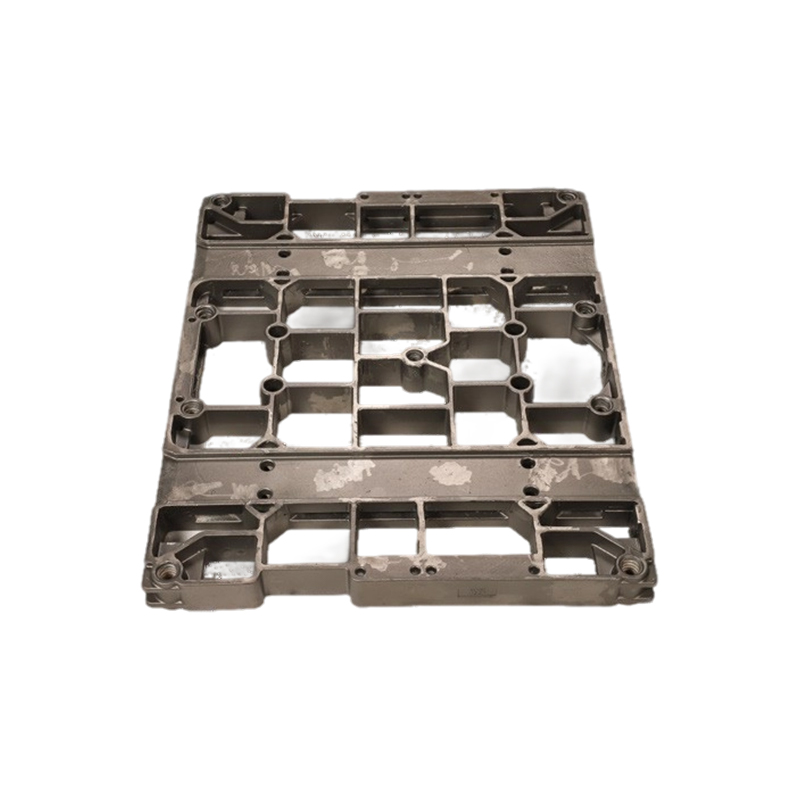
- ফোমের নিদর্শনগুলি সহজেই মেশিন এবং বন্ধনযুক্ত হয়, অত্যন্ত জটিল ফাঁকা কাঠামো, অভ্যন্তরীণ প্যাসেজ, বাঁকা চ্যানেলগুলি (যেমন, ইঞ্জিন ব্লক/হেডস, ইমপ্লেলার, জটিল ভালভ দেহ, শিল্পের টুকরো), traditional তিহ্যবাহী বিভাজন রেখার ব্রেকিং সীমাবদ্ধতা এবং প্যাটার্ন অপসারণের সীমাবদ্ধতাগুলির উত্পাদন সক্ষম করে।
- মেশিনিং হ্রাস বা নির্মূল করে (উদাঃ, জটিল তেল/জলের প্যাসেজ), নিকট-নেট-আকৃতির উত্পাদন অর্জন, উপাদান সংরক্ষণ এবং মেশিনিং ব্যয় অর্জন করে।
- একক টুকরো উপাদান হিসাবে উত্পাদন করতে পারে যা tradition তিহ্যগতভাবে একাধিক ings ালাই এবং সমাবেশের প্রয়োজন (যেমন, ফ্ল্যাঞ্জ, বেন্ট পাইপ সহ পাম্প হাউজিং), পরবর্তী ওয়েল্ডিং/অ্যাসেম্বলি পদক্ষেপ এবং সম্ভাব্য ফাঁস পাথ হ্রাস করে।
-
ব্যতিক্রমী মাত্রিক নির্ভুলতা এবং পৃষ্ঠের গুণমান:
- কোনও বিভাজন রেখা নেই, প্যাটার্ন অপসারণের প্রয়োজন নেই, বালি ing ালাইতে সাধারণ মাত্রিক ত্রুটিগুলি সম্পূর্ণরূপে সরিয়ে দেয় (ফ্ল্যাশ, অমিল, খসড়া কোণ, ছাঁচ প্রাচীরের চলাচল)। মাত্রিক নির্ভুলতা সিটি 7-সিটি 9 (জিবি/টি 6414), সিটি 10 কিছু জটিল অংশের জন্য সম্ভব।
- ভাল ফোম প্যাটার্ন সারফেস ফিনিস (আরএ 6.3-12.5μm), ভাল লেপ প্রতিলিপি, ফলস্বরূপ কাস্টিংয়ের ভাল পৃষ্ঠের সমাপ্তি রয়েছে (আরএ 12.5-25μm, আরএ 6.3μm শট ব্লাস্টিংয়ের পরে সম্ভব), তীক্ষ্ণ রূপগুলি, বিশদগুলির ভাল প্রজনন (পাঠ্য, নিদর্শন)। পরিষ্কারের সময় এবং পরবর্তী সমাপ্তির ব্যয় হ্রাস করে।
-
প্রক্রিয়া সরলকরণ এবং দক্ষতা বৃদ্ধি:
- সরলীকৃত পদক্ষেপ: Traditional তিহ্যবাহী বালি ing ালাইয়ের জটিল পদক্ষেপগুলি সরিয়ে দেয়: বালি মিশ্রণ, ছাঁচনির্মাণ (ফ্লাস্ক টার্নিং, ক্লোজিং), কোর তৈরি, ছাঁচ/কোর কঠোরকরণ/শুকানো (ব্যয়বহুল কোর বাক্সগুলি সহ)। প্রক্রিয়া চেইন স্ট্রিমলাইন করে।
- সংক্ষিপ্ত চক্র সময়: প্যাটার্নগুলি প্রচুর পরিমাণে আগাম উত্পাদিত হতে পারে; ছাঁচনির্মাণ দ্রুত (শুকনো বালি কম্পনের সংযোগ); শেকআউট এবং পরিষ্কার করা অত্যন্ত সহজ এবং দ্রুত। সামগ্রিক উত্পাদন চক্র সংক্ষিপ্ত করা হয়।
- ছোট পদচিহ্ন: বৃহত বালি হ্যান্ডলিং সিস্টেমগুলির (কোনও বাইন্ডার নেই), মূল বালি সরঞ্জাম, শুকনো ওভেন ইত্যাদির প্রয়োজনীয়তা দূর করে, যার ফলে কমপ্যাক্ট উদ্ভিদ বিন্যাসের দিকে পরিচালিত হয়।
- নমনীয় উত্পাদন: একই ফ্লাস্ক বিভিন্ন আকার কাস্ট করতে পারে (কেবল প্যাটার্ন ক্লাস্টার পরিবর্তন করুন), বিশেষায়িত ছাঁচের প্রয়োজন নেই (ফ্লাস্কগুলি সর্বজনীন), বহু-পরিবর্তন, স্বল্প-ভলিউম উত্পাদনের সাথে অভিযোজ্য। স্বয়ংক্রিয় রেখাগুলি নমনীয় পরিবর্তনের অনুমতি দেয়।
-
উচ্চতর পরিবেশগত কর্মক্ষমতা এবং উন্নত কাজের শর্ত:
- কোনও বাইন্ডার নেই: Traditional তিহ্যবাহী সবুজ বালি, রজন বালি বা সোডিয়াম সিলিকেট বালির সাথে সম্পর্কিত বিপজ্জনক নির্গমন (ফেনোলিকস, ফুরানস, এসও ₂, ক্ষারীয় ধুলো) দূর করে বাইন্ডার-মুক্ত শুকনো বালি ব্যবহার করে।
- লো শেকআউট ডাস্ট: দুর্দান্ত শুকনো বালির প্রবাহের অর্থ শেকআউটের সময় প্রায় কোনও ধূলিকণা নেই (বিশেষত ধূলিকণা সংগ্রহ সিস্টেম সহ)।
- উচ্চ পুনরুদ্ধার বালির হার: শুকনো বালির সাধারণ শীতলকরণ এবং ডেসটেস্টিংয়ের পরে প্রায় 100% পুনরায় ব্যবহার করা যেতে পারে, কঠিন বর্জ্য হ্রাস (কেবলমাত্র ছোটখাটো আবরণের অবশিষ্টাংশ) হ্রাস করে। বৃত্তাকার অর্থনীতির সাথে একত্রিত হয়।
- উল্লেখযোগ্যভাবে হ্রাস শ্রমের তীব্রতা: ভারী র্যামিং এড়ানো, ফ্লাস্ক উত্তোলন এবং বালি পরিষ্কার করা এড়ানো যায়। অপারেটিং পরিবেশ উল্লেখযোগ্যভাবে উন্নত হয়েছে (হ্রাস শব্দ, ধূলিকণা, তাপ, ক্ষতিকারক গ্যাস)।
-
সামগ্রিক ব্যয় হ্রাস:
- উপাদান ব্যয়: নিকট-নেট আকারটি মেশিনিং ভাতা (সাধারণত 1-3 মিমি), সংরক্ষণ ধাতু (বিশেষত ব্যয়বহুল অ্যালো) হ্রাস করে। শুকনো বালি এবং ফেনা উপকরণগুলির উচ্চ ব্যবহার। দীর্ঘ ছাঁচের জীবন (অ্যালুমিনিয়াম ছাঁচগুলি কয়েক হাজার অংশ উত্পাদন করতে পারে)।
- যন্ত্রের ব্যয়: মেশিনিং পদক্ষেপগুলি হ্রাস বা নির্মূল করে (উদাঃ, জটিল তেল/জলের প্যাসেজ)।
- শ্রম ব্যয়: উচ্চ অটোমেশন দক্ষ মোল্ডারগুলির জন্য প্রয়োজনীয়তা হ্রাস করে।
- পরিচালনার ব্যয়: সরলীকৃত প্রক্রিয়া চেইন ওয়ার্ক-ইন-প্রসেস ইনভেন্টরি হ্রাস করে।
- স্ক্র্যাপের হার: ভাল প্রক্রিয়া নিয়ন্ত্রণের সাথে, স্ক্র্যাপের হার কম রাখা যেতে পারে (<5%)।
- শক্তি খরচ: ছাঁচ/কোর শক্তকরণ/শুকানো দূর করে; বালির পুনর্জন্মের প্রয়োজন হয় না (কেবল শীতল/ডেসটেস্টিং)। সামগ্রিক শক্তি খরচ সাধারণত traditional তিহ্যবাহী বালি ing ালাইয়ের চেয়ে কম।
Iv। উপাদান নির্বাচনের জন্য মূল বিবেচনা
-
ফোম প্যাটার্ন উপাদান:
- নির্বাচনের ভিত্তি: প্রাথমিক বিবেচনা হ'ল কাস্টিং উপাদান (ইস্পাত/আয়রন/অ লৌহঘটিত), মানের প্রয়োজনীয়তা (বিশেষত পৃষ্ঠ, কার্বুরাইজেশনের সীমাবদ্ধতা), ব্যয়। মাধ্যমিক কারণগুলি: কাস্টিং আকার, কাঠামোগত জটিলতা (প্যাটার্ন শক্তি প্রয়োজনগুলিকে প্রভাবিত করে)। এসটিএমএমএ উচ্চ-শেষ অ্যাপ্লিকেশনগুলির জন্য মূলধারার হয়ে উঠছে (স্বয়ংচালিত, পাম্প/ভালভ, কী নির্মাণ যন্ত্রপাতি অংশ)।
-
রিফ্র্যাক্টরি লেপ (লেপ): বর্ণিত হিসাবে, লেপ একটি মূল কার্যকরী উপাদান। এর রচনা (সমষ্টি, বাইন্ডার, অ্যাডিটিভস), বৈশিষ্ট্যগুলি (ব্যাপ্তিযোগ্যতা, শক্তি, অবাধ্যতা, লেপ ক্ষমতা), প্রস্তুতি প্রক্রিয়া (মিশ্রণ/বিচ্ছুরণ, বার্ধক্য), এবং অ্যাপ্লিকেশন (ডুবানো, শুকনো) এর কঠোর মানককরণ এবং নিয়ন্ত্রণের প্রয়োজন। লেপ ব্যাপ্তিযোগ্যতা মসৃণ গ্যাস পালানোর জন্য লাইফলাইন।
-
ছাঁচনির্মাণ বালু:
- সিলিকা বালি: সর্বাধিক সাধারণ, স্বল্প ব্যয়, ব্যাপকভাবে উপলব্ধ। শুকনো, বৃত্তাকার বা উপ-কোণুলার, ভাল-গ্রেড বালি (সাধারণ এএফএস 40-70) ব্যবহার করুন। ধূলিকণা সামগ্রী অবশ্যই কম হতে হবে (<0.5%), নিয়মিত ডাস্টস্টিং এবং কুলিং প্রয়োজন।
- বিশেষ বালু: ক্রোমাইট বালি, জিরকন বালি, অলিভাইন বালি ইত্যাদি বিশেষ প্রয়োজনের ক্ষেত্রগুলির জন্য ব্যবহৃত হয় (উদাঃ, ঘন ইস্পাত বিভাগের গরম দাগ, বালির অনুপ্রবেশের ঝুঁকিপূর্ণ অঞ্চল)। উচ্চতর অবাধ্যতা, উচ্চ তাপ পরিবাহিতা, কম তাপীয় প্রসারণ, বালির অনুপ্রবেশ, সিনটারিং এবং গরম ছিঁড়ে রোধে রাসায়নিক জড়তা যেমন সুবিধাগুলি ব্যবহার করুন। সাধারণত ব্যয়বহুল, স্থানীয়ভাবে ব্যবহৃত হয় (বালি মুখ)।
-
ধাতব মিশ্রণ:
- কাস্ট আয়রন (ধূসর আয়রন, নমনীয় আয়রন): সর্বাধিক বহুল ব্যবহৃত এবং পরিপক্ক এলএফসি অ্যাপ্লিকেশন। তুলনামূলকভাবে ক্ষমা প্রক্রিয়া উইন্ডো (বিশেষত ইপিএস সহ)। স্বয়ংচালিত (চ্যাসিস বন্ধনী, এক্সস্টাস্ট ম্যানিফোল্ডস, ইঞ্জিন ব্লক), কৃষি, ভালভ, পাইপ ফিটিং, মেশিন সরঞ্জাম উপাদানগুলিতে ব্যাপকভাবে ব্যবহৃত হয়।
- কাস্ট ইস্পাত (কার্বন ইস্পাত, লো-অ্যালো স্টিল, উচ্চ-ম্যাঙ্গানিজ স্টিল, স্টেইনলেস স্টিল): বিশাল সম্ভাবনা তবে প্রযুক্তিগতভাবে দাবি করছে। কার্বুরাইজেশন, পোরোসিটি, অন্তর্ভুক্তি, কার্বন ভাঁজগুলি রোধ করতে অবশ্যই এসটিএমএমএ (বা খুব উচ্চ এমএমএ সামগ্রী), কঠোর প্রক্রিয়া নিয়ন্ত্রণ (টেম্প, ভ্যাকুয়াম, লেপ ব্যাপ্তিযোগ্যতা, গেটিং ডিজাইন) ব্যবহার করতে হবে। পাম্প/ভালভের দেহের জন্য ব্যবহৃত, অংশগুলি (লাইনার, হাতুড়ি), নির্মাণ যন্ত্রপাতি অংশ, হার্ডওয়্যার পরেন।
- অ্যালুমিনিয়াম অ্যালো, ম্যাগনেসিয়াম অ্যালো, কপার অ্যালো: উল্লেখযোগ্য সুবিধাগুলি (জটিল পাতলা দেয়াল, ভাল পৃষ্ঠের সমাপ্তি), ক্রমবর্ধমান অ্যাপ্লিকেশনগুলি (স্বয়ংচালিত ইনটেক ম্যানিফোল্ডস, সিলিন্ডার হেডস, ট্রান্সমিশন হাউজিংস, এয়ারস্পেস পার্টস, আর্ট কাস্টিং)। লোয়ার ing ালা টেম্প ফেনা পচন তুলনামূলকভাবে হালকা করে তোলে, তবে পাইরোলাইসিস পণ্যগুলির আবরণ রোধ করার জন্য যত্নের প্রয়োজন যা পোরোসিটি/অন্তর্ভুক্তির কারণ হয়। উচ্চ ব্যাপ্তিযোগ্যতা আবরণ গুরুত্বপূর্ণ। উচ্চ প্যাটার্ন শক্তি প্রয়োজন (ছাঁচনির্মাণের সময় বিকৃতি রোধ করুন)। ম্যাগনেসিয়াম অ্যালোগুলির জন্য বিশেষ সুরক্ষা ব্যবস্থা (আগুন/বিস্ফোরণ প্রতিরোধ) প্রয়োজন।
ভি। সাধারণ হারিয়ে যাওয়া ফোম কাস্টিং ত্রুটি, কারণ এবং প্রতিরোধ ব্যবস্থাগুলির বিশ্লেষণ
এর সুবিধা সত্ত্বেও, এলএফসির অনন্য শারীরিক রসায়ন নির্দিষ্ট ত্রুটিযুক্ত চ্যালেঞ্জগুলি উপস্থাপন করে:
-
কার্বন ভাঁজ / রজন সমৃদ্ধ স্তর:
- ঘটনা: অনিয়মিত, কুঁচকানো, কাস্টিং পৃষ্ঠের উপর গা dark ় বর্ণের ত্রুটিগুলি (বিশেষত উপরের পৃষ্ঠগুলি, পুরু-পাতলা ট্রানজিশনের নীচে)। গুরুতর মামলাগুলি লম্পট কার্বন ফিল্ম দেখাতে পারে।
- কারণ: তরল পাইরোলাইসিস পণ্যগুলি (প্রধানত তরল পলিস্টেরিন/টার) তাত্ক্ষণিকভাবে বাষ্পীকরণ/পালাতে ব্যর্থ হয় এবং অগ্রসরমান ধাতব ফ্রন্ট দ্বারা আবরণ ইন্টারফেসে ঠেলা যায়। সলিডাইফিকেশন ফ্রন্ট এনট্র্যাপে টার্বুলেন্স বা ওঠানামা বা এই সান্দ্র তরলগুলি ধাতব পৃষ্ঠের উপরে তৈরি করে ভাঁজগুলি তৈরি করে। গ্যাসের ব্যবধান চাপের ওঠানামা এবং অস্থির ধাতব সামনের অগ্রিম এটি আরও বাড়িয়ে তোলে। ইপিএস এসটিএমএমএর চেয়ে অনেক বেশি প্রবণ।
- প্রতিরোধ ব্যবস্থা:
- প্যাটার্ন উপাদান: ইপিএসের চেয়ে এসটিএমএমএ পছন্দ করুন। অভিন্ন প্যাটার্ন ঘনত্ব এবং ভাল ফিউশন নিশ্চিত করুন।
- আবরণ: ব্যাপ্তিযোগ্যতা বৃদ্ধি কী! সূত্রটি অনুকূলিত করুন (সামগ্রিক গ্রেডেশন, বাইন্ডার প্রকার/পরিমাণ), পুঙ্খানুপুঙ্খ শুকনো নিশ্চিত করুন (ভেজা আবরণের স্বল্পতা কম রয়েছে)। প্রবণ অঞ্চলে স্থানীয়ভাবে ব্যাপ্তিযোগ্যতা/বেধ বৃদ্ধি করুন।
- ভ্যাকুয়াম প্রক্রিয়া: পর্যাপ্ত ভ্যাকুয়াম (বিশেষত pour ালার প্রথম দিকে) এবং স্থিতিশীল পাম্পিং ক্ষমতা নিশ্চিত করুন। ভ্যাকুয়াম প্রোফাইলটি অনুকূলিত করুন (উদাঃ, প্রাক-pour ালাই উচ্চ ভ্যাকুয়াম, pour ালার সময় স্থিতিশীল)। সিস্টেম সিলিং অখণ্ডতা (ফিল্ম, পাইপ) নিশ্চিত করুন।
- গেটিং সিস্টেম: দ্রুত, স্থিতিশীল ভরাট, অশান্তি বা স্থবির প্রবাহকে এড়ানো ডিজাইন। শীর্ষ গেটিং এইডস গ্যাস ভেন্টিং তবে প্যাটার্নকে প্রভাবিত করে; নীচে গেটিং স্থির তবে গ্যাসের পথ দীর্ঘ। পদক্ষেপ গেটিং, স্লট গেটিং সাধারণ।
- Process ালা প্রক্রিয়া: নিয়ন্ত্রণ temp ালাও নিয়ন্ত্রণ (খুব বেশি উচ্চতর তরল সান্দ্রতা বৃদ্ধি করে, খুব কম তরলতা হ্রাস করে)। দ্রুত পর্যাপ্ত পরিমাণে ray ালার গতি নিশ্চিত করুন (সিফনের জন্য দ্রুত স্প্রু পূরণ করুন), প্রবেশের গ্যাস স্প্ল্যাশ করা এড়িয়ে চলুন।
- ক্লাস্টার ডিজাইন: বড় সমতল পৃষ্ঠগুলি এড়িয়ে চলুন, পাইরোলাইসিস পণ্যগুলিতে চ্যানেল পাঁজর/ভেন্টগুলি যুক্ত করুন।
-
কার্বন পিকআপ:
- ঘটনা: চুল্লি রসায়নের তুলনায় কাস্টিং পৃষ্ঠ/স্তরগুলিতে উল্লেখযোগ্যভাবে উচ্চতর কার্বন সামগ্রী (বিশেষত ঘন বিভাগের কোর, গরম দাগের কাছাকাছি)। ইস্পাত (বিশেষত কম-কার্বন) বিশেষত সংবেদনশীল/ক্ষতিকারক।
- কারণ: অসম্পূর্ণ পাইরোলাইসিস থেকে সলিড কার্বন অবশিষ্টাংশ (কোক, লম্পট কার্বন) গরম ইস্পাত (উচ্চ কার্বন দ্রবণীয়তা) মধ্যে দ্রবীভূত হয়। মূলত ইপিএস বেনজিন রিং পাইরোলাইসিস থেকে। উচ্চ প্যাটার্ন ঘনত্ব, ধীর গতির গতি, উচ্চ pour ালা টেম্প, কম ভ্যাকুয়াম, দুর্বল আবরণের ব্যাপ্তিযোগ্যতা অবশিষ্টাংশের যোগাযোগের সময়কে প্রসারিত করে, কার্বুরাইজেশনকে আরও খারাপ করে তোলে। এসটিএমএমএ ঝুঁকি উল্লেখযোগ্যভাবে হ্রাস করে।
- প্রতিরোধ ব্যবস্থা:
- প্যাটার্ন উপাদান: স্টিলের জন্য অবশ্যই এসটিএমএমএ ব্যবহার করতে হবে! প্যাটার্ন ঘনত্ব হ্রাস করুন (শক্তি বজায় রাখার সময়)। কার্বন সমৃদ্ধ আঠালো এড়িয়ে চলুন।
- আবরণ: উচ্চ গলনাঙ্ক, জড় সমষ্টি (জিরকন) কার্বন প্রসারণকে ব্লক করতে পারে। ভাল ব্যাপ্তিযোগ্যতা অবশিষ্টাংশ অপসারণকে ত্বরান্বিত করে।
- ভ্যাকুয়াম এবং ing ালাও: উচ্চ ভ্যাকুয়াম গ্যাস অপসারণকে ত্বরান্বিত করে। টেম্প ing ালাও হ্রাস করুন (কার্বন দ্রবণীয়তা/প্রসারণ হ্রাস করে)। Reaving ালার গতি বাড়ান (কার্বন যোগাযোগের সময়কে সংক্ষিপ্ত করে)।
- খাদ নকশা: সংবেদনশীল ings ালাইয়ের জন্য, গলানোর সময় কম টার্গেট কার্বন সামগ্রী (পিকআপের জন্য ভাতা)।
- কাস্টিং ডিজাইন: অতিরিক্ত ঘন বিভাগগুলি এড়িয়ে চলুন (ধীর সলিডেশন, দীর্ঘ কার্বুরাইজেশনের সময়)।
-
গ্যাস পোরোসিটি:
- ঘটনা: কাস্টিং পৃষ্ঠের মধ্যে বা কাছাকাছি গর্ত, দেয়াল সাধারণত মসৃণ। আবদ্ধ গ্যাস পোরোসিটি (অনিয়মিত) এবং আক্রমণাত্মক গ্যাস পোরোসিটি (বৃত্তাকার) হিসাবে শ্রেণিবদ্ধ।
- কারণ: অত্যন্ত জটিল এবং বৈচিত্র্যময়:
- আবদ্ধ পাইরোলাইসিস গ্যাস: অতিরিক্ত pour ালা গতি বা দুর্বল গেটিং ডিজাইন থেকে টার্বুলেন্স ধাতুতে পাইরোলাইসিস গ্যাসগুলিকে প্রবেশ করে।
- দুর্বল ভেন্টিংয়ের কারণে গ্যাস আক্রমণ: দরিদ্র লেপ/বালির ব্যাপ্তিযোগ্যতা, অপর্যাপ্ত/অস্থির ভ্যাকুয়াম, গতিবেগ ভেন্টিং ক্ষমতা ছাড়িয়ে গতি pour ালুন, উচ্চ প্যাটার্ন ঘনত্বের ফলে অতিরিক্ত গ্যাসের পরিমাণ সময় মতো গ্যাসের পলায়ন রোধ করে। উচ্চ-চাপ গ্যাস পকেটগুলি সলিডাইফিকেশন ফ্রন্টে গঠন করে এবং সলিডাইফাইং ধাতব আক্রমণ করে।
- অন্যান্য উত্স: আবরণ আর্দ্রতা বাষ্পীকরণ, ধাতু গলে যাওয়া বা অশান্তি ing ালতে গ্যাস, মিশ্রণ সলিডাইফিকেশন সঙ্কুচিত করার সময় গ্যাস বিবর্তন।
- প্রতিরোধ ব্যবস্থা:
- প্যাটার্ন: ঘনত্ব নিয়ন্ত্রণ করুন, ফিউশন গুণমান নিশ্চিত করুন। নিশ্চিত করুন যে ক্লাস্টারটি শুকনো।
- আবরণ: উচ্চ, অভিন্ন ব্যাপ্তিযোগ্যতা নিশ্চিত করুন! কঠোর শুকনো নিয়ন্ত্রণ।
- ছাঁচনির্মাণ: নিশ্চিত করুন যে বালি সমানভাবে কমপ্যাক্ট এবং প্রবেশযোগ্য (নিয়ন্ত্রণ বালি টেম্প, শস্যের আকার)।
- ভ্যাকুয়াম: স্তরটি অনুকূলিত করুন (খুব উচ্চ/নিম্ন এড়ানো), স্থিতিশীলতা বজায় রাখুন। পাম্প ক্ষমতা ক্লাস্টার গ্যাস উত্পাদন মেলে তা নিশ্চিত করুন। সিল চেক করুন।
- গেটিং সিস্টেম: রাইজিং মেটাল ফ্রন্ট সহ গ্যাসগুলি ভেন্ট করার জন্য মসৃণ, নিম্ন-প্রতিরোধী সিস্টেম (উদাঃ, খোলা) ডিজাইন করুন (শীর্ষ/ধাপে গেটিং খাঁটি নীচের চেয়ে ভাল)। মোট ইনজেট অঞ্চল বৃদ্ধি করুন। স্ল্যাগ ট্র্যাপ/রাইজারগুলি ব্যবহার করুন (প্রায়শই ফিডারগুলির সাথে মিলিত)। কাপটি পূর্ণ রাখুন।
- অপারেশন ing ালা: Pour ালার গতি নিয়ন্ত্রণ করুন (অশান্তি এড়িয়ে চলুন, অতিরিক্ত গ্যাসের ফাঁক দৈর্ঘ্য এড়িয়ে চলুন)। মাঝারি ing ালা টেম্প।
- ধাতব গলে: ডিগাসিং/পরিশোধন সম্পাদন করুন।
-
অন্তর্ভুক্তি:
- ঘটনা: কাস্টিংয়ের মধ্যে অ-ধাতব বিদেশী সংস্থা। এলএফসি -তে সাধারণ: লেপ ইনক্লিউশনস (রিফ্র্যাক্টরি), ফেনা পচন অন্তর্ভুক্তি (টার স্ল্যাগ, কার্বন লম্পস), বালি অন্তর্ভুক্তি।
- কারণ:
- লেপ স্পেল/ক্ষয়: অতিরিক্ত ধাতব প্রভাব শক্তি দুর্বল/আন-শুকনো/নিম্ন-শক্তি আবরণ ক্ষতি করে।
- আবদ্ধ পাইরোলাইসিস অবশিষ্টাংশ: তরল/শক্ত অবশিষ্টাংশগুলি পুরোপুরি বাষ্পীভূত/সরানো নয় on দরিদ্র প্যাটার্ন ফিউশন "স্যান্ডউইচ" স্তরগুলি বড় অবশিষ্টাংশ গঠনের ঝুঁকিতে তৈরি করে।
- বালির অনুপ্রবেশ: স্থানীয় কম বালির সংযোগ, লেপ ক্ষতি/ক্র্যাকিং, লেপ/ফ্লাস্কের মাধ্যমে অতিরিক্ত ভ্যাকুয়াম চুষছে বালি।
- প্রতিরোধ ব্যবস্থা:
- প্যাটার্ন: শক্তি, সুরক্ষিত বন্ধন, মসৃণ ত্রুটি-মুক্ত পৃষ্ঠ নিশ্চিত করুন। তীক্ষ্ণ কোণগুলি এড়িয়ে চলুন। সুচারুভাবে মেরামত করুন।
- আবরণ: শক্তি বৃদ্ধি (বাইন্ডার অনুকূলিত করুন) এবং ক্ষয়ের প্রতিরোধের (উচ্চ-রিফ্র্যাক্টরি সমষ্টি)। প্যাটার্নে ভাল আনুগত্য নিশ্চিত করুন। কঠোর শুকনো নিয়ন্ত্রণ (কোনও ফাটল/ডিলিমিনেশন নেই)।
- ছাঁচনির্মাণ: অভিন্ন উচ্চ বালির সংযোগ নিশ্চিত করুন। কম্পন অনুকূলিত করুন (ক্ষতিকারক আবরণ এড়িয়ে চলুন)।
- ভ্যাকুয়াম: অতিরিক্ত ভ্যাকুয়াম ক্ষতিকারক লেপ/বালি এড়িয়ে চলুন।
- গেটিং সিস্টেম: মসৃণ নকশা, প্যাটার্ন/লেপ দুর্বল দাগগুলিতে সরাসরি ধাতব ক্ষতি এড়ানো (রানার বাফার ব্যবহার করুন), স্ল্যাগ ট্র্যাপ/ফিল্টার ইনস্টল করুন। বড় ফ্ল্যাট/পাতলা দেয়ালগুলিতে সরাসরি নির্দেশ করা এড়াতে এড়িয়ে চলুন।
- অপারেশন ing ালা: ধাতব স্প্ল্যাশিং প্রভাব এড়িয়ে চলুন। কেন্দ্রীয়ভাবে অগ্রভাগ ing ালা অবস্থান।
- ধাতব গলে: স্ল্যাগ স্কিমিং, পরিস্রাবণ (ইন-মোল্ড ফিল্টার) উন্নত করুন।
-
মাত্রিক বিচ্যুতি এবং বিকৃতি:
- ঘটনা: সহনশীলতা বা ওয়ার্পড আকৃতির বাইরে কাস্টিং মাত্রা।
- কারণ:
- প্যাটার্ন বিকৃতি: উপাদান সঙ্কুচিত (ছাঁচনির্মাণ কুলিং, স্টোরেজ এনভ। পরিবর্তনগুলি), অনুপযুক্ত হ্যান্ডলিং/স্টোরেজ কারণ বিকৃতি, দুর্বল বন্ধন, অপর্যাপ্ত বার্ধক্য।
- অনুপযুক্ত ছাঁচনির্মাণ: বালি ভরাট প্রভাব বা ভুল কম্পনের পরামিতিগুলির কারণ প্যাটার্ন বিকৃতি/স্থানান্তরিত হয়। অপর্যাপ্ত/অসম বালির সংযোগ (pour ালার সময় ছাঁচ প্রাচীরের চলাচল)।
- আবরণ প্রভাব: অতিরিক্ত বেধ বা শুকানো সঙ্কুচিত চাপের ফলে প্যাটার্ন বিকৃতি ঘটে।
- সীমাবদ্ধ দৃ ification ়করণ সঙ্কুচিত: অতিরিক্ত বালির সংযোগ (বিশেষত হট স্পটগুলিতে) বা দুর্বল সঙ্কুচিততা (উদাঃ, বিশেষ বালু ব্যবহার করে) স্বাভাবিক সংকোচনের বাধা দেয়, গরম অশ্রু, স্ট্রেস বিকৃতি বা বড় আকারের মাত্রা সৃষ্টি করে।
- অকাল ভ্যাকুয়াম রিলিজ: দৃ ified ় শেলের আগে সরানো বালির চাপ প্রতিরোধের পর্যাপ্ত শক্তি রয়েছে, যার ফলে বিকৃতি ঘটে (যেমন পাতলা প্রাচীরের বড় ফ্ল্যাট)।
- ছাঁচ নকশা: ফোম ছাঁচনির্মাণ ডাই প্যাটার্ন সঙ্কুচিত (ইপিএস ~ 0.3-0.8%, এসটিএমএমএ কিছুটা বেশি), লেপ বেধ এবং ধাতব সঙ্কুচিতের জন্য পর্যাপ্ত পরিমাণে ক্ষতিপূরণ দেয় না।
- প্রতিরোধ ব্যবস্থা:
- প্যাটার্ন: ছাঁচনির্মাণ প্রক্রিয়া কঠোর নিয়ন্ত্রণ। বার্ধক্য নিশ্চিত করুন। বন্ধন অনুকূলিত করুন। স্থিতিশীল স্টোরেজ এনভ। সমর্থন ব্যবহার। সুনির্দিষ্ট পরিমাপ (3 ডি স্ক্যানিং)।
- ছাঁচ নকশা: প্যাটার্ন সঙ্কুচিততা, লেপ বেধ প্রভাব এবং ধাতব সঙ্কুচিত (অভিজ্ঞতা সিমুলেশন) এর জন্য যথাযথভাবে গণনা এবং ক্ষতিপূরণ দিন।
- আবরণ: বেধের অভিন্নতা নিয়ন্ত্রণ করুন।
- ছাঁচনির্মাণ: কম্পন, বালি ভর্তি অনুকূলিত করুন। অভিন্ন সংযোগ ঘনত্ব নিশ্চিত করুন (পরীক্ষার সরঞ্জাম ব্যবহার করুন)। জটিল নিদর্শনগুলির ভিতরে প্রাক-পুষ্প বালি/অ্যাড সমর্থন করে।
- প্রক্রিয়া নিয়ন্ত্রণ: শেল যথেষ্ট শক্তিশালী না হওয়া পর্যন্ত কঠোরভাবে ভ্যাকুয়াম বজায় রাখুন। বড় পাতলা দেয়ালগুলির জন্য পর্যাপ্ত শীতল সময়।
- কাস্টিং ডিজাইন: অপসারণযোগ্য প্রক্রিয়া পাঁজর/টাই বার যুক্ত করুন। স্ট্রেস ঘনত্ব হ্রাস করতে কাঠামো অনুকূল করুন।
-
ছাঁচ ধসে (গুহা-ইন):
- ঘটনা: Ing ালার সময়/পরে বালির ছাঁচের আংশিক বা বৃহত অঞ্চল ধসের ফলে অসম্পূর্ণ বা মারাত্মকভাবে বিকৃত ing ালাই ঘটে। বিপর্যয়কর ত্রুটি, সাধারণত পুরো ফ্লাস্ক স্ক্র্যাপ করে।
- কারণ:
- অপর্যাপ্ত বালির সংযোগ: সবচেয়ে সাধারণ কারণ। ভুল কম্পন, সূক্ষ্ম/ধূলিকণা বালি (দুর্বল প্রবাহ), উচ্চ বালি টেম্প, দ্রুত/অসম ফিলিং।
- লো/হারানো ভ্যাকুয়াম: অপর্যাপ্ত পাম্প ক্ষমতা, সিল ব্যর্থতা (ফিল্ম টিয়ার/বার্ন, ফ্ল্যাঞ্জ সিল ক্ষতি, ফ্লাস্ক/ফিল্টার ক্র্যাকস/ব্লক, পাইপ ফাঁস), পাম্প ব্যর্থতা, our ালার সময় ভ্যাকুয়াম ড্রপ।
- অতিরিক্ত pour ালা গতি/প্রভাব: উচ্চ our ালা গতি/ধাতব পতনের উচ্চতা হিংস্রভাবে প্যাটার্ন/অন্তর্নিহিত বালি প্রভাবিত করে, স্থানীয় বালির শক্তি ছাড়িয়ে যায়। বিশেষত দুর্বল স্প্রু/নীচের অঞ্চলগুলি।
- দরিদ্র ক্লাস্টার ডিজাইন/প্লেসমেন্ট: অস্থির ক্লাস্টার, pour ালার সময় বড় নীচের ফ্ল্যাট ওভারহ্যাং স্থানান্তরিত, দুর্বল নীচে সমর্থন বালি।
- আবরণ ব্যর্থতা: ধাতু/অবশিষ্টাংশের চাপের নীচে কম শক্তি/আন-শুকনো লেপ ক্ষয় হয়, ধাতব/গ্যাসকে বালির স্তর আক্রমণ করতে দেয়। বিশেষত ইনজেট/পাতলা দেয়াল কাছাকাছি।
- বালির সমস্যা: উচ্চ আর্দ্রতা (> 0.5%) বাষ্প উত্পন্ন করে, উচ্চ ধূলিকণা (> 1%) ভরাটগুলি পূরণ করে/ঘর্ষণ হ্রাস করে।
- অকাল ভ্যাকুয়াম অপসারণ: শেল যথেষ্ট শক্তিশালী (যেমন ঘন বিভাগ)।
- ফ্লাস্ক ডিজাইন: প্রাচীরের উপর অপর্যাপ্ত/অসম ভ্যাকুয়াম চেম্বার অঞ্চল, দুর্বল ফ্লাস্কের অনমনীয়তা।
- প্রতিরোধ ব্যবস্থা:
- কম্পন ছাঁচনির্মাণ অনুকূলিত করুন: পরামিতিগুলির সুনির্দিষ্ট নিয়ন্ত্রণ। 3 ডি ভাইব্রেটার ব্যবহার করুন। সংযোগ ঘনত্ব (> 80%) পর্যবেক্ষণ করুন।
- বালু ভরাট উন্নতি: ঝরনা/মাল্টি-পয়েন্ট মৃদু ফিলিং। নিয়ন্ত্রণ গতি।
- বালির গুণমান নিশ্চিত করুন: শুকনো (<0.5%), পরিষ্কার (<0.5% ধূলিকণা), গ্রেডড (এএফএস 40-70), শীতল (<50 ° C)। বালি প্রক্রিয়াকরণকে শক্তিশালী করুন।
- নির্ভরযোগ্য ভ্যাকুয়াম সিস্টেম নিশ্চিত করুন: পর্যাপ্ত পাম্প ক্ষমতা/পাইপিং। অপ্রয়োজনীয়/ব্যাকআপস।
- কঠোর সিল পরিচালনা: উচ্চ-টেম্প প্রতিরোধী ফিল্ম ব্যবহার করুন, প্রতিরক্ষামূলক বালি/কম্বল প্রয়োগ করুন। ফ্ল্যাঞ্জ সিলগুলি বজায় রাখুন। নিয়মিত ফাঁস পরিদর্শন/মেরামত।
- ভ্যাকুয়াম পর্যবেক্ষণ/নিয়ন্ত্রণ: সম্ভব হলে গেজ/সেন্সর, অ্যালার্ম, ক্লোজ-লুপ নিয়ন্ত্রণ ইনস্টল করুন।
- পোস্ট-পোর ভ্যাকুয়াম বজায় রাখুন: শেল যথেষ্ট শক্তিশালী না হওয়া পর্যন্ত ধরে রাখুন (কয়েক মিনিট থেকে মিনিট)।
- নিয়ন্ত্রণ ing ালার অপারেশন: Pour ালা গতি অনুকূলিত করুন (প্রভাব এড়িয়ে চলুন)। ধাতব পতনের উচ্চতা হ্রাস করুন।
- ক্লাস্টার ডিজাইন/স্থান নির্ধারণ করুন: বালু সহায়তার জন্য ডিজাইন করুন, প্রশস্ত ওভারহ্যাংগুলি এড়িয়ে চলুন, সমর্থন/পা যুক্ত করুন। স্থিতিশীল স্থাপনা নিশ্চিত করুন। সাবধানতার সাথে কঠিন গহ্বরগুলি প্রি-ফিল।
- লেপকে শক্তিশালী করুন: শক্তি/ক্ষয়ের প্রতিরোধের বৃদ্ধি (বাইন্ডার, সমষ্টি)। পুঙ্খানুপুঙ্খ শুকনো/নিরাময় নিশ্চিত করুন। অভিন্ন বেধ, ঘন প্রভাব অঞ্চল নিশ্চিত করুন।
- ফ্লাস্ক রক্ষণাবেক্ষণ: নিয়মিত পরিদর্শন/কাঠামো, সিল, ফিল্টার মেরামত।
ষষ্ঠ। সাধারণ অ্যাপ্লিকেশন ক্ষেত্র এবং হারিয়ে যাওয়া ফোম কাস্টিংয়ের উদাহরণ
এর অনন্য সুবিধাগুলি উপকারে, এলএফসি বিভিন্ন শিল্প খাতে বিশেষত জটিল, উচ্চ-নির্ভুলতা, কঠিন-মেশিন বা ওজন-হ্রাস উপাদানগুলির জন্য বিস্তৃত এবং ক্রমবর্ধমান অ্যাপ্লিকেশনগুলি সন্ধান করে:
-
স্বয়ংচালিত শিল্প: বৃহত্তম এবং সবচেয়ে পরিপক্ক অ্যাপ্লিকেশন।
- ইঞ্জিন উপাদান: সিলিন্ডার হেডস (ইন্টিগ্রাল ওয়াটার/অয়েল জ্যাকেট), ইনটেক ম্যানিফোল্ডস (জটিল প্রবাহের পাথ, পাতলা দেয়াল, লাইটওয়েট), ইঞ্জিন ব্লক (আংশিক কাঠামো), এক্সস্টাস্ট ম্যানিফোল্ডস, টার্বোচার্জার হাউজিংস (পাতলা প্রাচীরযুক্ত, তাপ-প্রতিরোধী), তেল প্যানস, বন্ধনী (ইঞ্জিন/সংক্রমণ/চ্যাসিস-কমপ্লেক্স-কমপ্লেক্স জিওমেট্রি,)।
- ড্রাইভট্রেন: ট্রান্সমিশন হাউজিংস, ক্লাচ হাউজিংস (জটিল অভ্যন্তরীণ গহ্বর, উচ্চ নির্ভুলতার প্রয়োজনীয়তা)।
- চ্যাসিস এবং সাসপেনশন: স্টিয়ারিং নাকলস, নিয়ন্ত্রণ অস্ত্র (লাইটওয়েট, উচ্চ শক্তি), ডিফারেনশিয়াল হাউজিংস।
- ব্রেকিং সিস্টেম: ব্রেক ক্যালিপার হাউজিংস (আংশিক জটিল কাঠামো)।
- অন্যরা: জল পাম্প হাউজিংস, তেল কুলার কভার। মূল সুবিধা: জ্বালানী দক্ষতার জন্য লাইটওয়েট ডিজাইন সক্ষম করে; তাপ দক্ষতা এবং নির্ভরযোগ্যতা বাড়ানোর জন্য জটিল কুল্যান্ট/তেল প্যাসেজগুলিকে সংহত করে; মেশিনিং এবং ফুটো ঝুঁকি হ্রাস করে; উচ্চ মাত্রিক নির্ভুলতা সমাবেশ সহনশীলতা হ্রাস করে; নমনীয় উত্পাদন মডেল আপডেটের সাথে অভিযোজিত।
-
নির্মাণ যন্ত্রপাতি এবং ভারী ট্রাক:
- জলবাহী উপাদান: ভালভ ব্লক (জটিল ছেদকারী গর্ত, গভীর বোর), পাম্প/মোটর হাউজিং (উচ্চ-চাপ সিলিং, জটিল প্রবাহের পাথ)।
- কাঠামোগত এবং পরিধান অংশ: ক্যাব বন্ধনী, অ্যাক্সেল হাউজিংস, গিয়ারবক্স হাউজিংস, বিভিন্ন বন্ধনী, পরিধান-প্রতিরোধী লাইনার, হাতুড়ি মাথা, চোয়াল প্লেট (জটিল রূপগুলির সাথে উচ্চ-ম্যাঙ্গানিজ স্টিল কাস্টিং)। মূল সুবিধা: জটিল অভ্যন্তরীণ জলবাহী উপাদান উত্পাদন করে; উন্নত শক্তির জন্য বৃহত কাঠামোগত অংশগুলির একচেটিয়া ing ালাই সক্ষম করে; অনুকূলিত পারফরম্যান্সের জন্য সঠিকভাবে পরিধান পৃষ্ঠগুলি প্রতিলিপি করে।
-
পাম্প, ভালভ এবং তরল নিয়ন্ত্রণ:
- পাম্প: সেন্ট্রিফুগাল পাম্প হাউজিংস, ইমপ্লেলার (জটিল বাঁকানো প্রবাহের পাথ, উচ্চতর জলবাহী কর্মক্ষমতা), গিয়ার/স্ক্রু পাম্প হাউজিংস।
- ভালভ: বল/গেট/গ্লোব/প্রজাপতি ভালভ দেহ (জটিল প্রবাহের পাথ, উচ্চ সিলিংয়ের প্রয়োজনীয়তা), ভালভ ক্যাপস, আসন।
- পাইপ ফিটিং: জটিল পাইপ জয়েন্টগুলি, মাল্টি-আউটলেট ফিটিং। মূল সুবিধা: মসৃণ অভ্যন্তরীণ প্রবাহের পথগুলি অশান্তি ক্ষতি হ্রাস করে; মনোলিথিক কাস্টিং ফুটো পথগুলি দূর করে; উচ্চ নির্ভুলতা সিলিং পৃষ্ঠের গুণমান এবং সমাবেশের নির্ভুলতা নিশ্চিত করে।
-
মেশিন সরঞ্জাম এবং সাধারণ যন্ত্রপাতি:
- মেশিন সরঞ্জাম বিছানা/ঘাঁটি/কলাম (আংশিক ছোট-মাঝারি আকার; মাত্রিক নির্ভুলতা, কম্পন স্যাঁতসেঁতে)।
- গিয়ারবক্স হাউজিংস, রিডুসার হাউজিংস।
- সংক্ষেপক হাউজিংস, বিভিন্ন বন্ধনী, কাপলিংস। মূল সুবিধা: সমালোচনামূলক সঙ্গমের পৃষ্ঠগুলির যথার্থতা নিশ্চিত করে; জটিল হাউজিংগুলির একচেটিয়া ing ালাই সক্ষম করে; স্যাঁতসেঁতে পাঁজর/কাঠামোগুলির জন্য উচ্চ নকশার স্বাধীনতা।
-
খনির ও পরিধান শিল্প:
- বল মিল লাইনার, ক্রাশার লাইনার, চোয়াল প্লেট, হাতুড়ি মাথা, বালতি দাঁত (উচ্চ-ক্রোমিয়াম আয়রন, উচ্চ-ম্যাঙ্গানিজ স্টিল)।
- কনভেয়র সিস্টেম পরিধান অংশ, বালতি উপাদান। মূল সুবিধা: অবশ্যই পরিধানের প্রোফাইলগুলি প্রতিলিপি করে; জটিল জ্যামিতি এবং অভ্যন্তরীণ শক্তিবৃদ্ধি সক্ষম করে (উদাঃ, এম্বেড থাকা কার্বাইড সন্নিবেশগুলি); উপাদান ব্যবহারের উন্নতি করতে খসড়া কোণগুলি দূর করে।
-
পাইপ ফিটিং এবং হার্ডওয়্যার:
- বিভিন্ন নমনীয় আয়রন পাইপ ফিটিং (কনুই, টিজ, ক্রস, হ্রাসকারী), বিশেষত জটিল/বড় ব্যাসের ধরণের।
- আর্কিটেকচারাল হার্ডওয়্যার (বন্ধনী, সংযোগকারী), ফায়ার প্রোটেকশন ফিটিং। মূল সুবিধা: কোর ছাড়াই জটিল অভ্যন্তরীণ গহ্বর গঠন করে; উচ্চ মাত্রিক নির্ভুলতা এবং সিলিং; উচ্চ উত্পাদন দক্ষতা এবং ব্যয়-কার্যকারিতা।
-
মহাকাশ (উদীয়মান ক্ষেত্র):
- অ-সমালোচনামূলক লোড বহনকারী কাঠামো (বন্ধনী, হাউজিংস, ফ্রেম)।
- ইঞ্জিন আনুষঙ্গিক উপাদান (ইনলেট গাইড ভ্যানস, সমর্থন করে)।
- জটিল পাতলা প্রাচীর অ্যালুমিনিয়াম/ম্যাগনেসিয়াম অ্যালো অংশগুলি (ওজন হ্রাসের ক্ষেত্রে)। মূল সুবিধা: জটিল লাইটওয়েট কাঠামো সহজতর করে; অংশ গণনা এবং জয়েন্টগুলি হ্রাস করে। কঠোর নির্ভরযোগ্যতা/শংসাপত্রের প্রয়োজনীয়তা দ্বারা বর্তমান দত্তক সীমাবদ্ধ, তবে বিশেষ অ্যালো নির্ভুলতা ing ালাইয়ের জন্য উল্লেখযোগ্য সম্ভাবনা রয়েছে।
-
আর্ট কাস্টিং এবং বিশেষ ক্ষেত্র:
- বড় ভাস্কর্য, জটিল শিল্পকর্ম (ফোম প্রোটোটাইপগুলির ধাতব প্রতিলিপি)।
- বাদ্যযন্ত্রের যন্ত্রের উপাদানগুলি (উদাঃ, ব্রাস ইনস্ট্রুমেন্ট পার্টস)।
- অ-ইমপ্লান্টেবল মেডিকেল ডিভাইস হাউজিংস (জটিল ঘের)। মূল সুবিধা: নিখুঁতভাবে শৈল্পিক বিবরণ প্রতিলিপি; জটিল/বিমূর্ত জ্যামিতিগুলি traditional তিহ্যবাহী পদ্ধতি দ্বারা অকার্যকর সক্ষম করে।
Vii। হারিয়ে যাওয়া ফোম কাস্টিংয়ের প্রযুক্তিগত সীমাবদ্ধতা এবং চ্যালেঞ্জগুলি
এর সুবিধা সত্ত্বেও, এলএফসির অন্তর্নিহিত সীমাবদ্ধতা এবং চলমান চ্যালেঞ্জ রয়েছে:
-
উচ্চ সরঞ্জামের ব্যয় এবং উন্নয়নের সময়:
- প্রাথমিক বিনিয়োগ: অ্যালুমিনিয়াম ফোম প্যাটার্ন ছাঁচগুলি ব্যয়বহুল (বিশেষত জটিল অংশগুলির জন্য)। যদিও প্রতি ইউনিট ব্যয় ব্যাপক উত্পাদন কম হতে পারে, প্রোটোটাইপ/বড় একক-পিস ings ালাইয়ের জন্য ছাঁচের ব্যয় প্রাধান্য পায়।
- বর্ধিত উন্নয়ন চক্র: চেইন (পণ্য নকশা → ছাঁচ ডিজাইন/উত্পাদন → ফেনা প্যাটার্ন ট্রায়াল/পরিবর্তন → প্রক্রিয়া বৈধতা) traditional তিহ্যবাহী কাঠের প্যাটার্ন বালি ing ালাই পরীক্ষার চেয়ে দীর্ঘ। 3 ডি-প্রিন্টেড প্রোটোটাইপ নিদর্শনগুলি বিকাশকে ত্বরান্বিত করে তবে ভর উত্পাদন এখনও ধাতব ছাঁচ প্রয়োজন।
-
আকারের সীমাবদ্ধতা:
- ফোম প্যাটার্ন শক্তি: বড় পাতলা প্রাচীর বা সরু ফেনা নিদর্শনগুলি উত্পাদন, হ্যান্ডলিং, লেপ এবং ছাঁচনির্মাণের সময় বিকৃতি/ভাঙ্গনের ঝুঁকিতে থাকে। স্ট্রাকচারাল রিইনফোর্সমেন্টস (পাঁজর), উচ্চ-শক্তি ফেনা (উচ্চ-ঘনত্বের এসটিএমএমএ) এবং অভ্যন্তরীণ বালি এটিকে উপশম করে তবে ব্যবহারিক সীমাবদ্ধতা চাপিয়ে দেয় (বর্তমান ভর উত্পাদন সাধারণত <5 এম দৈর্ঘ্য, <5 টন ওজন; বৃহত্তর অংশগুলির জন্য বিশেষ প্রক্রিয়া/নিয়ন্ত্রণ প্রয়োজন)।
- সরঞ্জাম সীমাবদ্ধতা: খুব বড় ings ালাইয়ের জন্য প্রচুর বিনিয়োগের দাবিতে প্রচুর ফ্লাস্ক, ভাইব্রেটার, ক্রেন, চুল্লি এবং ভ্যাকুয়াম সিস্টেমের প্রয়োজন।
-
উপাদান এবং ধাতববিদ্যার সীমাবদ্ধতা:
- কার্বন-সংবেদনশীল অ্যালো: পৃষ্ঠতল কার্বুরাইজেশন অপসারণ কম-কার্বন স্টিল (সি <0.2%) এবং নির্দিষ্ট স্টেইনলেস স্টিলগুলির জন্য এমনকি এসটিএমএমএ সহ, অতি-নিম্ন-কার্বন অ্যাপ্লিকেশনগুলিতে ব্যবহার সীমাবদ্ধ করার জন্য চ্যালেঞ্জিং থেকে যায়।
- খুব উচ্চ-গলনা-পয়েন্ট অ্যালো: ধাতব সামনের অগ্রিমের সাথে ফেনা পাইরোলাইসিস হারের সাথে মিলে যাওয়া, লেপ অবাধ্যতা এবং গলে যাওয়া/পাইরোলাইসিস পণ্যগুলির মধ্যে প্রতিক্রিয়াগুলি সুপারলয়েস/টাইটানিয়াম অ্যালোগুলির জন্য জটিল; দত্তক সীমাবদ্ধ।
- পৃষ্ঠের সমাপ্তি সীমা: প্রচলিত বালি ing ালাইয়ের চেয়ে উচ্চতর (শট ব্লাস্টিংয়ের পরে আরএ 6.3-25μμm), তবে সাধারণত বিনিয়োগ ing ালাই (আরএ 1.6-6.3μm) বা ডাই/লো-প্রেসার কাস্টিংয়ের চেয়ে সাধারণত নিকৃষ্ট। আয়না-ফিনিশ প্রয়োজনীয়তার জন্য অনুপযুক্ত।
- ধাতববিদ্যুৎ বিশুদ্ধতা: পাইরোলাইসিস পণ্যগুলি থেকে জড়িত অন্তর্ভুক্তি/গ্যাসের সম্ভাবনা কঠোর মানের নিয়ন্ত্রণের প্রয়োজন।
-
প্রক্রিয়া সংবেদনশীলতা:
- মাল্টি-ফ্যাক্টর কাপলিং: সাফল্য সমালোচনামূলকভাবে অসংখ্য পরামিতিগুলির সুনির্দিষ্ট নিয়ন্ত্রণ এবং ম্যাচের উপর নির্ভর করে (ফেনা ঘনত্ব/ফিউশন, লেপ শক্তি/ব্যাপ্তিযোগ্যতা, কমপ্যাকশন ইউনিফর্মিটি, ভ্যাকুয়াম স্থিতিশীলতা, টেম্প/গতি ing ালছে)। যে কোনও লিঙ্কে ব্যর্থতা ব্যাচের স্ক্র্যাপের কারণ হতে পারে।
- ত্রুটি নিয়ন্ত্রণ অসুবিধা: কার্বন ভাঁজ, কার্বুরাইজেশন এবং পোরোসিটির মতো ত্রুটিগুলি প্রতিরোধ/সমাধান করা জটিল, আন্তঃসম্পর্কিত কারণ এবং কখনও কখনও সংকীর্ণ প্রক্রিয়া উইন্ডোগুলির কারণে গভীর দক্ষতার প্রয়োজন।
- প্রক্রিয়া পর্যবেক্ষণ অসুবিধা: সিলড শুকনো বালির ছাঁচের মধ্যে ফিলিং/সলিডাইফিকেশন ঘটে, সরাসরি পর্যবেক্ষণ/রিয়েল-টাইম মনিটরিংকে বাধা দেয় (এক্স-রে সম্ভব তবে ব্যয়বহুল); প্যারামিটার নিয়ন্ত্রণ এবং পোস্ট-কাস্টিং পরিদর্শন উপর নির্ভরতা।
-
পরিবেশগত ও সুরক্ষা বিবেচনা:
- পাইরোলাইসিস গ্যাস নির্গমন: নির্গমন নিয়ন্ত্রণ ব্যবস্থায় বিনিয়োগের দাবিতে প্রচুর পরিমাণে গ্যাস (স্টাইরিন, টলিউইন, বেনজিন, সিও ইত্যাদি) দক্ষ সংগ্রহ/চিকিত্সা (দহন, শোষণ, অনুঘটক জারণ) প্রয়োজন।
- ধুলা নিয়ন্ত্রণ: বালি ভর্তি, ছাঁচনির্মাণ, শেকআউট এবং বালি প্রক্রিয়াকরণের সময় ধুলা উত্পাদন ধূলিকণা নিষ্কাশন সিস্টেমের প্রয়োজন।
- শব্দ: কম্পন টেবিল এবং শেকআউট সরঞ্জাম শব্দ উত্পন্ন করে।
- ফোম বর্জ্য: কাঁচা ফেনা উপকরণ এবং ত্রুটিযুক্ত নিদর্শনগুলির জন্য যথাযথ পুনর্ব্যবহার/নিষ্পত্তি (যেমন, মনোমর/শক্তি পুনরুদ্ধারের জন্য পাইরোলাইসিস) প্রয়োজন।
-
উত্পাদন দক্ষতা বাধা:
- প্যাটার্ন উত্পাদন এবং শুকনো: তৈরি (ছাঁচনির্মাণ, বার্ধক্য, সমাবেশ) এবং লেপ/শুকানো (লেপ শুকনো এমনকি ডিহিউমিডিফিকেশন সহ কয়েক ঘন্টা সময় নেয়) ফোম ক্লাস্টারটি সম্ভাব্য বাধা, বড় ডাব্লুআইপি ইনভেন্টরিগুলির প্রয়োজন।
- শীতল সময়: শুকনো বালিতে ধীরে ধীরে শীতল হওয়া বর্ধিত সময়কালের জন্য ফ্লাস্কগুলি দখল করে, বিশেষত ঘন/ভারী ings ালাইয়ের জন্য। বড় স্বয়ংক্রিয় লাইনের জন্য অসংখ্য ফ্লাস্ক প্রয়োজন।
অষ্টম। হারানো ফোম কাস্টিংয়ের ভবিষ্যতের বিকাশের প্রবণতা
চ্যালেঞ্জ এবং সুযোগগুলি সম্বোধন করার মূল উদ্ভাবনের প্রবণতা:
-
উপাদান উদ্ভাবন:
- উচ্চ-পারফরম্যান্স ফোম: নিম্ন অবশিষ্টাংশ, উচ্চতর শক্তি, আরও ভাল ফোমিং/ছাঁচনির্মাণযোগ্যতা এবং মাত্রিক স্থায়িত্ব (যেমন, উপন্যাস কপোলিমারস, পরিবর্তিত ইপিএস/এসটিএমএমএ, বায়ো-ভিত্তিক/অবনতিযোগ্য উপকরণ) সহ উপকরণগুলি বিকাশ করুন। লক্ষ্যগুলি: ত্রুটিগুলি (বিশেষত কার্বুরাইজেশন/ভাঁজগুলি) দূর করুন, মিশ্রণ পরিসীমা প্রসারিত করুন (উদাঃ, ইউএইচএসএস, বিশেষ স্টেইনলেস স্টিল), বৃহত্তর পাতলা প্রাচীরের অংশগুলি সক্ষম করুন।
- কার্যকরী রিফ্র্যাক্টরি আবরণ:
- ভারসাম্যপূর্ণ ব্যাপ্তিযোগ্যতা/শক্তি: ন্যানো টেকনোলজি, উপন্যাস বাইন্ডারগুলি (উদাঃ, সংমিশ্রণ সিস্টেম), অনুকূলিত সমষ্টিগত গ্রেডেশন।
- উপযুক্ত নিরোধক/শীতল: সলিডাইফিকেশন/খাওয়ানোর অনুকূলকরণের জন্য স্থানীয় তাপীয় নিয়ন্ত্রণের জন্য অ্যাডিটিভস (ফাঁকা মাইক্রোস্পিয়ারস, উচ্চ-কন্ডাক্টিভিটি কণা)।
- "স্মার্ট" আবরণ: তাপমাত্রা/চাপ পরিবর্তনের জন্য প্রতিক্রিয়াশীল আবরণগুলি অন্বেষণ করুন।
- পরিবেশ বান্ধব আবরণ: ভিওসি হ্রাস; জল-ভিত্তিক লেপ কর্মক্ষমতা বাড়ান।
- অনুকূলিত বিশেষ বালির ব্যবহার: ব্যয় হ্রাস করার জন্য সমালোচনামূলক অঞ্চলে (হট স্পট, বার্ন-অন অঞ্চল) উচ্চ-পারফরম্যান্স স্যান্ডস (জিরকন, ক্রোমাইট) এর আরও সুনির্দিষ্ট/দক্ষ প্রয়োগ।
-
প্রক্রিয়া অপ্টিমাইজেশন এবং স্মার্টাইজেশন:
- সুনির্দিষ্ট ভ্যাকুয়াম নিয়ন্ত্রণ: রিয়েল-টাইম সেন্সর প্রতিক্রিয়া (চাপ, তাপমাত্রা) এবং ফেনা পাইরোলাইসিস মডেলগুলি ব্যবহার করে বুদ্ধিমান ভ্যাকুয়াম সিস্টেমগুলি বিকাশ করুন (যেমন, ভবিষ্যদ্বাণীমূলক উচ্চ-ভ্যাকুয়াম স্টার্ট, গ্রেডিয়েন্ট হ্রাস), ভরাট স্থায়িত্ব উন্নত করা এবং ত্রুটিগুলি হ্রাস করার সময় গতিশীল সামঞ্জস্যের জন্য।
- উন্নত সিএই সিমুলেশন:
- মাল্টি-ফিজিক্স কাপলিং: এলএফসি-নির্দিষ্ট ত্রুটির সঠিক পূর্বাভাসের জন্য ফেনা পাইরোলাইসিস গতিবিদ্যা, লেপ/বালি মাধ্যমে গ্যাস/তরল পণ্য পরিবহন এবং ধাতব ফিলিং/সলিডাইফিকেশন (তাপ স্থানান্তর, প্রবাহ, সঙ্কুচিত, স্ট্রেস) সংহত করুন।
- ভার্চুয়াল প্রক্রিয়া অপ্টিমাইজেশন: সিএফডি সিমুলেশন বুদ্ধিমান গেটিং/ভেন্টিং/ক্লাস্টার ডিজাইনকে গাইড করে, শারীরিক পরীক্ষাগুলি এবং বিকাশের সময়/ব্যয়কে মারাত্মকভাবে হ্রাস করে।
- ত্রুটি মূল কারণ বিশ্লেষণ: সিমুলেশনের মাধ্যমে দ্রুত ত্রুটি উত্সটি ট্রেস করুন।
- প্রক্রিয়া পর্যবেক্ষণ এবং বড় ডেটা:
- ইন-লাইন সেন্সিং: উন্নত সেন্সর (ফ্লাস্কে মাল্টি-পয়েন্ট চাপ/তাপমাত্রা, রিয়েল-টাইম pour ালাই হার/টেম্প, ক্লোজড-লুপ ভ্যাকুয়াম নিয়ন্ত্রণ)।
- এআই/এমএল ইন্টিগ্রেশন: ভবিষ্যদ্বাণীমূলক মানের মডেলগুলি তৈরি করতে, অটো-অপ্টিমাইজ প্যারামিটারগুলি তৈরি করতে এবং স্মার্ট উত্পাদন/কিউসির জন্য ভবিষ্যদ্বাণীমূলক রক্ষণাবেক্ষণ সক্ষম করার জন্য উত্পাদন ডেটা (পরামিতি, সেন্সর রিডিং, মানের ফলাফল) বিশ্লেষণ করুন।
-
দ্রুত প্রোটোটাইপিংয়ের সাথে সংহতকরণ:
- ফেনা নিদর্শনগুলির সরাসরি 3 ডি প্রিন্টিং: Traditional তিহ্যবাহী ছাঁচগুলি দূর করে; জটিল নিদর্শনগুলি সরাসরি প্রিন্ট করে (উদাঃ, পুঁতি বন্ধন বা এফডিএম এর মাধ্যমে), প্রোটোটাইপস, লো-ভলিউম বা জ্যামিতিগুলির জন্য আদর্শ, প্রচলিত ছাঁচগুলির সাথে অসম্ভব। উপাদান/নির্ভুলতার উন্নতি চলছে।
- পরোক্ষ হাইব্রিড (3 ডি বালি মুদ্রণ এলএফসি): খুব বড় অংশ বা বিশেষ প্রয়োজনীয়তার জন্য এলএফসি নীতি (সম্পূর্ণ প্যাটার্ন নিখোঁজ হওয়া) এর সাথে সমালোচনামূলক অঞ্চল বা পুরো ছাঁচের জন্য 3 ডি-প্রিন্টেড বালি কোর/ছাঁচগুলি একত্রিত করে।
-
সরঞ্জাম অটোমেশন এবং দক্ষতা:
- সম্পূর্ণ স্বয়ংক্রিয় লাইন: প্যাটার্ন ছাঁচনির্মাণ, ক্লাস্টার অ্যাসেম্বলি, লেপ/শুকনো, ছাঁচনির্মাণ, ing ালাই, শেকআউট/শেকআউট/পরিচ্ছন্নতা অপারেশন, দক্ষতা, ধারাবাহিকতা এবং সুরক্ষার উন্নতি করতে রোবোটিক্স/অটোমেশন বাড়ান।
- দক্ষ শুকানোর প্রযুক্তি: লেপ/প্যাটার্নগুলির জন্য দ্রুত, আরও ইউনিফর্ম, নিম্ন-শক্তি শুকানো (অপ্টিমাইজড মাইক্রোওয়েভ, আইআর শুকানো) বিকাশ করুন।
- বড় আকারের এবং নিবিড় সিস্টেম: অতিরিক্ত-বড় কাস্টিংয়ের জন্য বিশেষায়িত এলএফসি সরঞ্জাম/প্রযুক্তি বিকাশ করুন (বায়ু/পারমাণবিক শক্তি, শিপ বিল্ডিং)। বালি প্রক্রিয়াকরণের দক্ষতা/স্মার্টনেস উন্নত করুন (কুলিং, ডাস্টস্টিং)।
-
অ্যাপ্লিকেশন ক্ষেত্র সম্প্রসারণ:
- উচ্চ-মানের নির্ভুলতা কাস্টিং: উন্নত অ্যালো/নির্ভুলতা নিয়ন্ত্রণের সাথে মিলিত জটিল শেপিং ক্ষমতা ব্যবহার করে এয়ারস্পেস, মেডিকেল (অ-লোড-ভারবহন ইমপ্লান্টগুলির জন্য অনুসন্ধানকারী) এবং উচ্চ-প্রান্তের উপকরণগুলিতে প্রবেশ করুন।
- যৌগিক ing ালাই: ধাতব ম্যাট্রিক্স কমপোজিট (এমএমসি) অংশগুলির জন্য এলএফসি অন্বেষণ করুন, যেমন, স্থানীয়ভাবে এম্বেড থাকা সিরামিক শক্তিবৃদ্ধি বা ফাইবার প্রিফর্মগুলি সহ।
- সবুজ ফাউন্ড্রি বর্ধন: কম শক্তি ব্যবহারের জন্য প্রক্রিয়াগুলি অনুকূলিত করুন; পাইরোলাইসিস গ্যাস চিকিত্সা উন্নত করুন (ক্যাটালাইসিস, তাপ পুনরুদ্ধার); অগ্রিম ফেনা বর্জ্য পুনর্ব্যবহার (রাসায়নিক/শারীরিক); সম্পূর্ণ লাইফসাইকেল সবুজ উত্পাদন প্রচার করুন।
Ix। অন্যান্য ing ালাই প্রক্রিয়াগুলির সাথে হারিয়ে যাওয়া ফোম কাস্টিংয়ের তুলনা
| বৈশিষ্ট্য | হারানো ফোম কাস্টিং (এলএফসি) | বালু ing ালাই (সবুজ/রজন বালু) | বিনিয়োগ কাস্টিং | মারা কাস্টিং | স্থায়ী ছাঁচ ing ালাই |
|---|---|---|---|---|---|
| নীতি গঠনের | ফোম বাষ্পীকরণ, ধাতু প্রতিস্থাপন, ভ্যাকুয়াম-শুকনো বালি | বন্ডেড বালিতে প্যাটার্ন, ছাঁচ বিভাজন | মোম গলে যাওয়া, সিরামিক শেল, বেক | ধাতব মরে উচ্চ-চাপ ইনজেকশন | ধাতব/গ্রাফাইট ছাঁচে মাধ্যাকর্ষণ/নিম্নচাপ |
| প্রযোজ্য অ্যালো | প্রশস্ত (ফে, ইস্পাত, অ-জালিয়াতি); স্টিলের এসটিএমএমএ দরকার | খুব প্রশস্ত (প্রায় সমস্ত কাস্ট অ্যালো) | প্রশস্ত (ইস্পাত, সুপারলয়েস, অ-জালিয়াতি) | প্রধানত অ-জালিয়াতি (আল, জেডএন, এমজি), কিছু কিউ | প্রধানত অ-জালিয়াতি (আল, এমজি, কিউ), কিছু ফে |
| অংশ আকার | ছোট-মাঝারি (<5 টি); বড় অংশ চ্যালেঞ্জিং | অত্যন্ত প্রশস্ত (গ্রাম থেকে শত টন) | ছোট-মাঝারি (<100 কেজি) | ছোট মাঝারি (<50 কেজি আল, <30 কেজি জেডএন/মিলিগ্রাম) | ছোট মাঝারি |
| জটিলতা | অত্যন্ত উচ্চ (কোনও অভ্যন্তরীণ গহ্বর, কোনও বিভাজন লাইন/কোর নেই) | মাঝারি (বিভাজন/কোর দ্বারা সীমাবদ্ধ) | উচ্চ (খুব জটিল, কোনও বিভাজন/কোর নেই) | উচ্চ (স্লাইড/ইজেক্টর দ্বারা সীমাবদ্ধ) | মাঝারি (বিভাজন/স্লাইড দ্বারা সীমাবদ্ধ) |
| মাত্রিক নির্ভুলতা (সিটি/আইএসও) | উচ্চ (সিটি 7-সিটি 9) | নিম্ন (সিটি 11-সিটি 14) | খুব উচ্চ (সিটি 4-সিটি 7) | খুব উচ্চ (সিটি 4-সিটি 6) | উচ্চ (সিটি 6-সিটি 9) |
| পৃষ্ঠ রুক্ষতা (রা, μm) | ভাল (12.5-25; বিস্ফোরণের পরে 6.3) | দরিদ্র (25-100) | দুর্দান্ত (1.6-6.3) | দুর্দান্ত (0.8-3.2) | ভাল (6.3-12.5) |
| মিনিট প্রাচীরের বেধ (মিমি) | পাতলা (~ 3 মিমি আয়রন, ~ 2.5 মিমি আল) | ঘন (3-5 মিমি) | খুব পাতলা (0.5-1.0 মিমি) | খুব পাতলা (~ 0.6 মিমি আল, ~ 0.3 মিমি জেডএন) | পাতলা (~ 2 মিমি আল) |
| খসড়া কোণ প্রয়োজন | কিছুই না | প্রয়োজনীয় (তাৎপর্যপূর্ণ) | কিছুই না | প্রয়োজনীয় (ন্যূনতম) | প্রয়োজনীয় (মাঝারি) |
| যন্ত্র ভাতা | ছোট (নিকট-নেট-আকৃতি) | বড় | ন্যূনতম | ন্যূনতম (প্রায়শই কিছু মুখে কেউ নেই) | ছোট |
| ব্যাচের নমনীয়তা | ভাল (মিড-হাই ভলিউম নমনীয়তা; লো ভোল ডাব্লু/ 3 ডিপি) | দুর্দান্ত (ভর থেকে প্রোটোটাইপ) | মাঝারি উচ্চ (ছোট-মাঝারি ব্যাচ) | খুব উচ্চ (ভর উত্পাদন) | মাঝারি উচ্চ (মিড-হাই ভলিউম) |
| সরঞ্জাম ব্যয় | উচ্চ (আল ফেনা ছাঁচ) | কম (কাঠ) থেকে মাধ্যম (ধাতু/কোরবক্স) | মাধ্যম (মোম ডাই) | খুব উচ্চ (ইস্পাত ডাই) | উচ্চ (ধাতব ছাঁচ) |
| প্রতি অংশ ব্যয় | মাঝারি-নিম্ন (উচ্চ ভলিউম সুবিধা) | কম (ভর) উচ্চ (প্রোটোটাইপ) | উচ্চ | খুব কম (ভর) উচ্চ (লো ভোল) | মাঝারি-নিম্ন (উচ্চ ভলিউম) |
| নেতৃত্বের সময় (প্রথম অংশ) | দীর্ঘ (টুলিং প্রক্রিয়া বিকাশ) | সংক্ষিপ্ত (বালির ছাঁচ) | দীর্ঘ (শেল বিল্ড চক্র) | দীর্ঘ (ডাই উত্পাদন) | মাধ্যম |
| উত্পাদন হার | মাঝারি উচ্চ (স্বয়ংক্রিয় লাইন) | মাঝারি-নিম্ন | কম | খুব উচ্চ | উচ্চ |
| পরিবেশগত বন্ধুত্ব | ভাল (কোনও বাইন্ডার নেই, ~ 100% বালির পুনঃব্যবহার, কম ধূলিকণা) | দরিদ্র (উচ্চ ধূলিকণা, বাইন্ডার দূষণ, বালি পুনরুদ্ধার সমস্যা) | মাধ্যম (শেল বর্জ্য, বেক শক্তি) | মাধ্যম (লুব ধোঁয়া, ড্রস) | ভাল (দীর্ঘ ছাঁচের জীবন) |
| সাধারণ অ্যাপ্লিকেশন | অটো হেডস/ম্যানিফোল্ডস, পাইপ ফিটিং, পার্টস, কমপ্লেক্স ভালভ/পাম্প বডি | মেশিন শয্যা, বড় হাউজিংস, এগ্রি পার্টস, ফাঁকা | টারবাইন ব্লেড, গল্ফ হেডস, মেডিকেল, আর্ট | অটো/3 সি হাউজিংস, বন্ধনী, গিয়ার্স | অটো চাকা, পিস্টন, কনরডস, মোটর হাউজিংস |
অবস্থানের সংক্ষিপ্তসার:
- এলএফসির মূল প্রতিযোগিতা: উত্পাদন অত্যন্ত জটিল (বিশেষত অভ্যন্তরীণ প্যাসেজ/চ্যানেল/ফাঁকা কাঠামো), মাঝারি-নির্ভুলতা/পৃষ্ঠের গুণমান , মাঝারি থেকে উচ্চ ভলিউম লৌহ/অ-জালিয়াতি ings ালাই (বিশেষত আয়রন অ্যালো এবং জটিল অ-লৌহঘটিত অংশ)। এর নকশার স্বাধীনতা, প্রক্রিয়া সরলকরণ এবং পরিবেশগত সুবিধাগুলি প্রতিস্থাপন করা শক্ত।
- কম জটিলতা: Dition তিহ্যবাহী বালি ing ালাই ব্যয় (বিশেষত প্রোটোটাইপস/খুব বড় অংশ) এবং নমনীয়তার সুবিধাগুলি ধরে রাখে।
- সর্বোচ্চ নির্ভুলতা/পৃষ্ঠ বা ছোট অংশ: বিনিয়োগ ing ালাই উচ্চতর।
- ছোট পাতলা প্রাচীর অ-লৌহঘটিত অংশগুলির ব্যাপক উত্পাদন: ডাই কাস্টিং দক্ষতা এবং ব্যয়কে ছাড়িয়ে যায়।
- মধ্য-উচ্চ ভলিউম মাঝারিভাবে জটিল অ-লৌহঘটিত অংশগুলি: স্থায়ী ছাঁচ ing ালাই একটি শক্তিশালী প্রতিযোগী।