সেন্ট্রিফিউগালি ঢালাই উপাদানগুলি স্থির ঢালাই পদ্ধতি দ্বারা উত্পাদিত অংশগুলির তুলনায় ধারাবাহিকভাবে উচ্চতর যান্ত্রিক বৈশিষ্ট্য, ঘন মাইক্রোস্ট্রাকচার এবং দীর্ঘ পরিষেবা জীবন প্রদান করে। একটি ছাঁচের প্রাচীরের বিরুদ্ধে গলিত ধাতু বিতরণ করতে নিয়ন্ত্রিত ঘূর্ণন শক্তি ব্যবহার করে, কেন্দ্রাতিগ ঢালাই প্রক্রিয়াটি ছিদ্র, সংকোচন এবং অন্তর্ভুক্তি ত্রুটিগুলি দূর করে যা প্রচলিত বালি এবং মাধ্যাকর্ষণ ঢালাইকে আঘাত করে। চাপের পাইপ এবং সিলিন্ডার লাইনার থেকে শুরু করে মহাকাশের রিং এবং রাসায়নিক প্রক্রিয়ার সরঞ্জাম পর্যন্ত, কেন্দ্রাতিগভাবে ঢালাই অংশগুলি চাহিদার অ্যাপ্লিকেশনগুলিতে কাঠামোগত অখণ্ডতার মানদণ্ড। এই নির্দেশিকাটি ব্যাখ্যা করে যে প্রক্রিয়াটি ঠিক কীভাবে কাজ করে, কোথায় এটি উৎকৃষ্ট হয় এবং কীভাবে এটি আপনার উপাদানগুলির জন্য সঠিক উত্পাদন পদ্ধতি কিনা তা নির্ধারণ করতে হয়।
"কেন্দ্রিকভাবে কাস্ট" এর অর্থ কী?
ক কেন্দ্রমুখী ঢালাই একটি অংশ হল একটি দ্রুত ঘূর্ণায়মান ছাঁচে গলিত ধাতু ঢেলে দিয়ে উৎপাদিত, যেখানে কেন্দ্রাতিগ বল — মাধ্যাকর্ষণ নয় — ধাতুকে বাইরের দিকে চালিত করে ছাঁচের প্রাচীরের বিপরীতে একটি ঘন, অভিন্ন আকৃতি তৈরি করে। শব্দটি এই শ্রেণীর উপাদানগুলিকে স্থির ঢালাই পদ্ধতি যেমন বালি ঢালাই, বিনিয়োগ ঢালাই, বা মাধ্যাকর্ষণ ডাই কাস্টিং দ্বারা উত্পাদিত উপাদানগুলির থেকে আলাদা করে, যেখানে ধাতু একটি স্থির গহ্বর পূরণ করে।
ঢালাইয়ের সময় ছাঁচের ঘূর্ণন গতি সুনির্দিষ্টভাবে নিয়ন্ত্রিত হয় এবং সাধারণত একটি কেন্দ্রাতিগ শক্তি উৎপন্ন করে মাধ্যাকর্ষণ শক্তির 75 থেকে 150 গুণ (75-150 গ্রাম) . এই চরম শক্তি দৃঢ় হওয়া ধাতুকে সংকুচিত করে, হালকা অমেধ্যগুলিকে ঠেলে দেয় — স্ল্যাগ, অক্সাইড, গ্যাসের বুদবুদগুলি — অভ্যন্তরীণ বোরের দিকে যেখানে সেগুলিকে দূরে মেশিন করা যেতে পারে, এবং একটি শস্য কাঠামো তৈরি করে যা যে কোনও স্ট্যাটিক ঢালাই অর্জন করতে পারে তার চেয়ে সূক্ষ্ম এবং আরও দিকনির্দেশকভাবে সারিবদ্ধ।
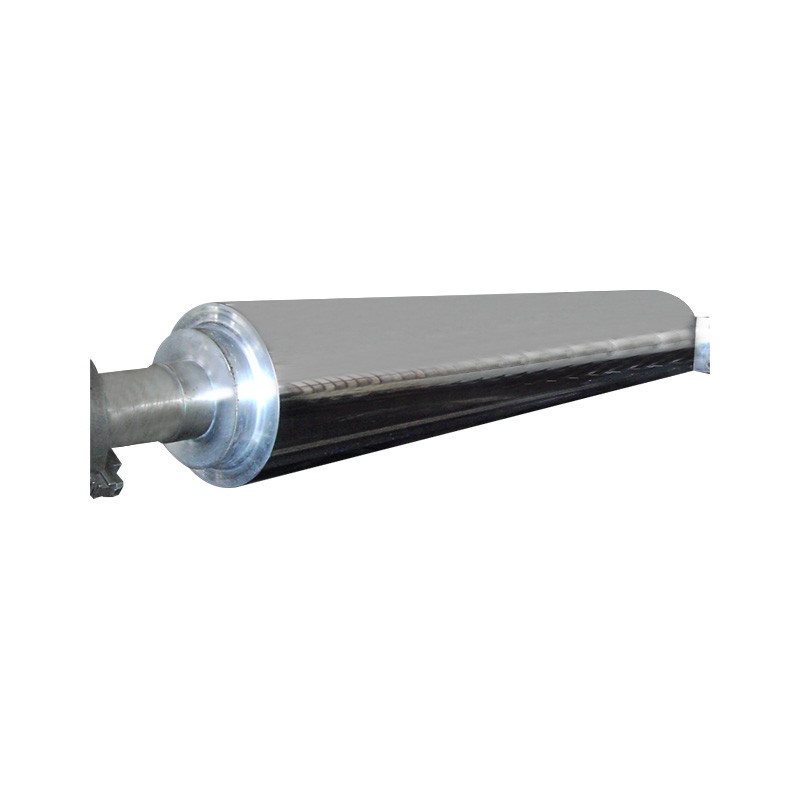
প্রক্রিয়াটি সাধারণত নলাকার বা নলাকার জ্যামিতিতে প্রয়োগ করা হয় - পাইপ, রিং, হাতা, লাইনার এবং বুশিং - যদিও প্রক্রিয়াটির আকৃতির রূপগুলি আরও জটিল অসমমিতিক ফর্ম তৈরি করতে পারে।
সেন্ট্রিফিউগাল কাস্টিং প্রক্রিয়া ধাপে ধাপে কীভাবে কাজ করে
সেন্ট্রিফিউগাল ঢালাই প্রক্রিয়া একটি সুনির্দিষ্টভাবে ক্রমিক কর্মপ্রবাহ অনুসরণ করে যেখানে ছাঁচের প্রস্তুতি, ঢালার হার, ঘূর্ণন গতি এবং শীতল করার হার সবই ত্রুটিমুক্ত অংশ তৈরি করতে সাবধানে নিয়ন্ত্রিত হয়। এখানে একটি আদর্শ অনুভূমিক কেন্দ্রাতিগ ঢালাই চক্র কিভাবে এগিয়ে যায়:
- ধাপ 1 - ছাঁচ প্রস্তুতি: ক permanent steel or graphite mold is cleaned, preheated to 150–300°C, and coated with a refractory wash to prevent metal adhesion and control heat extraction rate.
- ধাপ 2 - ছাঁচ ঘূর্ণন: ছাঁচটি লক্ষ্য ঘূর্ণন গতিতে ত্বরান্বিত হয়, সাধারণত 300-3,000 RPM ঢালা শুরু হওয়ার আগে ছাঁচের ব্যাস এবং খাদ ঘনত্বের উপর নির্ভর করে।
- ধাপ 3 - ধাতু ঢালা: গলিত ধাতু একটি নিয়ন্ত্রিত প্রবাহ হারে ঢালা স্পাউট বা ট্রফের মাধ্যমে প্রবর্তিত হয় যখন ছাঁচটি ঘোরে। কেন্দ্রাতিগ বল দ্বারা ধাতুটি অবিলম্বে ছাঁচের প্রাচীরের বিরুদ্ধে বাইরের দিকে নিক্ষিপ্ত হয়।
- ধাপ 4 - দৃঢ়ীকরণ: ধাতু বাইরে থেকে শক্ত হয়ে যায়, ঘন বাইরের দেয়াল ঠান্ডা ছাঁচের বিরুদ্ধে প্রথমে জমাট বাঁধে। হালকা অমেধ্য বোরের দিকে ভিতরের দিকে আলাদা হয়ে যায় এবং শেষ পর্যন্ত শক্ত হয়।
- ধাপ 5 - নিষ্কাশন এবং পরিদর্শন: একবার শক্ত হয়ে গেলে, ঢালাই বের করা হয়, ঠান্ডা করার অনুমতি দেওয়া হয় এবং যন্ত্রের আগে মাত্রিক পরিদর্শন, অতিস্বনক পরীক্ষা এবং পৃষ্ঠ পরীক্ষা করা হয়।
- ধাপ 6 — মেশিনিং: অভ্যন্তরীণ বোর - যাতে পৃথকীকৃত অপরিচ্ছন্নতা স্তর থাকে - মেশিনটি দূরে সরিয়ে দেওয়া হয়, শুধুমাত্র পরিষ্কার, ঘন বাইরের ধাতব কাঠামো রেখে যায়। এটি একটি মূল মানের সুবিধা: ত্রুটিগুলি পদ্ধতিগতভাবে সরানো হয়, লুকানো হয় না।
তিন ধরনের সেন্ট্রিফিউগাল কাস্টিং: ট্রু, সেমি এবং সেন্ট্রিফিউজড
সমস্ত সেন্ট্রিফিউগালি ঢালাই অংশ একই প্রক্রিয়ার বৈকল্পিক ব্যবহার করে না — তিনটি প্রধান প্রকার ছাঁচ অভিযোজন, জ্যামিতি ক্ষমতা এবং সেন্ট্রিফিউগাল বল চূড়ান্ত অংশকে যে মাত্রায় আকার দেয় তার মধ্যে পার্থক্য রয়েছে।
1. সত্য কেন্দ্রাতিগ ঢালাই
ছাঁচের অক্ষটি ঢালাইয়ের অক্ষের সাথে সারিবদ্ধ। অংশের অভ্যন্তরীণ পৃষ্ঠটি সম্পূর্ণরূপে কেন্দ্রাতিগ শক্তি দ্বারা গঠিত - কোন কোর ব্যবহার করা হয় না। এটি উত্পাদন করতে ব্যবহৃত প্রক্রিয়া পাইপ, সিলিন্ডার, রিং এবং টিউব . ছাঁচটি অনুভূমিকভাবে (দীর্ঘ সিলিন্ডারের জন্য) বা উল্লম্বভাবে (বড় ব্যাসের ছোট রিংয়ের জন্য) ভিত্তিক হতে পারে। এই বৈকল্পিকটি তিনটি পদ্ধতির সর্বাধিক ঘনত্ব এবং মাইক্রোস্ট্রাকচারাল সুবিধা প্রদান করে।
2. আধা-কেন্দ্রিক ঢালাই
ছাঁচটি একটি উল্লম্ব অক্ষের চারপাশে ঘোরে, তবে ভিতরের জ্যামিতি গঠনের জন্য একটি কেন্দ্রীয় কোর ব্যবহার করা হয়। কেন্দ্রাতিগ শক্তির পরিপূরকগুলি — কেবলমাত্র নির্ধারণ না করে — ধাতু বিতরণ। জন্য এই পদ্ধতি ব্যবহার করা হয় গিয়ার ফাঁকা, চাকা, কপিকল, এবং flanged উপাদান যেখানে একটি শক্ত কেন্দ্র প্রয়োজন। প্রক্রিয়াটি স্ট্যাটিক ঢালাই বনাম উন্নত ঘনত্ব প্রদান করে কিন্তু প্রকৃত কেন্দ্রাতিগ ঢালাইয়ের চেয়ে কম।
3. সেন্ট্রিফিউজিং (চাপ ঢালাই)
একাধিক ছাঁচের গহ্বর একটি কেন্দ্রীয় স্প্রুয়ের চারপাশে রেডিয়ালিভাবে সাজানো থাকে। প্রতিটি গহ্বরে ধাতুকে জোর করার জন্য কেন্দ্রাতিগ চাপ ব্যবহার করে সমগ্র সমাবেশ ঘোরে। এই বৈকল্পিক জন্য ব্যবহার করা হয় ছোট, জটিল, অ-প্রতিসম অংশ যেমন দাঁতের উপাদান, গয়না, এবং ছোট নির্ভুল অংশ যেখানে উন্নত ভরাট এবং কম পোরোসিটি প্রাথমিক লক্ষ্য। এখানে কেন্দ্রাতিগ সুবিধা হল ঘনত্বের উন্নতির পরিবর্তে সম্পূর্ণ সম্পূর্ণতা।
| টাইপ | ছাঁচ অভিযোজন | কোর প্রয়োজন? | সাধারণ অংশ | ঘনত্ব সুবিধা |
| সত্য কেন্দ্রাতিগ | অনুভূমিক বা উল্লম্ব | না | পাইপ, সিলিন্ডার, রিং | সর্বোচ্চ |
| আধা-কেন্দ্রিক | উল্লম্ব | হ্যাঁ (সেন্টার কোর) | গিয়ার ফাঁকা, চাকা, flanges | উচ্চ |
| সেন্ট্রিফিউজিং | উল্লম্ব (radial cavities) | হ্যাঁ (আকৃতির ছাঁচ) | ছোট নির্ভুলতা অংশ | পরিমিত |
সারণী 1: অভিযোজন, মূল প্রয়োজনীয়তা, অংশ জ্যামিতি, এবং আপেক্ষিক ঘনত্ব সুবিধার দ্বারা তিনটি কেন্দ্রাতিগ ঢালাই প্রক্রিয়ার বৈকল্পিকগুলির তুলনা।
কেন সেন্ট্রিফিউগালি কাস্ট পার্টস ধাতুবিদ্যার দিক থেকে উচ্চতর
কেন্দ্রাতিগভাবে ঢালাই উপাদানগুলির ধাতুবিদ্যাগত সুবিধাগুলি প্রান্তিক নয় — এগুলি পরিমাপযোগ্য, পুনরাবৃত্তিযোগ্য এবং কয়েক দশক ধরে উপকরণ পরীক্ষার ডেটা জুড়ে নথিভুক্ত। প্রক্রিয়াটির পদার্থবিজ্ঞান যা প্রদান করে তা এখানে:
নিয়ার-জিরো পোরোসিটি
স্থির ঢালাইয়ে, গ্যাসের বুদবুদ এবং সংকোচন শূন্যতা দৃঢ় ভরের মধ্যে আটকে যায়। সেন্ট্রিফিউগালি ঢালাই অংশে, কেন্দ্রাতিগ বল ক্ষেত্র (75-150 G) উচ্ছ্বাস শক্তির তুলনায় অনেক বেশি শক্তিশালী যা গ্যাসের বুদবুদগুলিকে জায়গায় রাখে, তাই বুদবুদগুলি বোরের ভিতরের দিকে স্থানান্তরিত হয় এবং যন্ত্রের মাধ্যমে নির্মূল করা হয়। স্বাধীন পরীক্ষা নিয়মিত খুঁজে পায় 0.1% এর নিচে পোরোসিটি লেভেল সেন্ট্রিফিউগালি ঢালাই উপাদান, তুলনায় 2-5% ছিদ্র সমতুল্য বালি ঢালাই মধ্যে.
দিকনির্দেশক দৃঢ়করণ এবং সূক্ষ্ম শস্য কাঠামো
ধাতু বাইরের প্রাচীর থেকে একটি কেন্দ্রমুখী ঢালাই অংশে ভিতরের দিকে শক্ত হয়। এই দিকনির্দেশক দৃঢ়ীকরণ একটি স্তম্ভাকার দানা কাঠামো তৈরি করে যা রেডিয়ালি সারিবদ্ধ হয় - চাপ-ধারণকারী অ্যাপ্লিকেশনগুলির জন্য সবচেয়ে শক্তিশালী দিক। ফলাফলটি এমন একটি উপাদান যা প্রসার্য এবং ক্লান্তি বৈশিষ্ট্যের ক্ষেত্রে একটি প্রচলিত ঢালাইয়ের তুলনায় তৈরি (কাজ করা) ধাতুর কাছাকাছি আচরণ করে।
যান্ত্রিক সম্পত্তির সুবিধা
একই সংকর ধাতুতে বালি-কাস্টের সমতুল্যের তুলনায়, কেন্দ্রাতিগভাবে ঢালাই উপাদানগুলি সাধারণত প্রদর্শন করে:
- 10-20% বেশি প্রসার্য শক্তি
- 15-25% বেশি ফলন শক্তি
- 20-30% ভাল প্রসারণ (নমনীয়তা)
- উল্লেখযোগ্যভাবে উন্নত ক্লান্তি প্রতিরোধের চক্রাকার লোডিং অধীনে
- উচ্চতর জারা প্রতিরোধের একটি সমজাতীয়, অন্তর্ভুক্তি-মুক্ত মাইক্রোস্ট্রাকচারের কারণে
অন্তর্ভুক্তি বিচ্ছেদ
স্ল্যাগ, অক্সাইড এবং অ-ধাতু অন্তর্ভুক্তিগুলি গলিত ধাতব ম্যাট্রিক্সের চেয়ে কম ঘন। কেন্দ্রাতিগ শক্তির অধীনে, তারা বোর পৃষ্ঠের অভ্যন্তরীণ অংশে বিচ্ছিন্ন হয় - একই অঞ্চল যেটি পরবর্তীতে মেশিন করা হয়। এর মানে হল সমাপ্ত অংশের কাঠামোগত প্রাচীর মূলত অন্তর্ভুক্তি মুক্ত , এর ফলে কোনো স্ট্যাটিক ঢালাই পদ্ধতি নির্ভরযোগ্যভাবে প্রতিলিপি করতে পারে না।
সেন্ট্রিফিউগালি কাস্ট বনাম স্যান্ড কাস্ট বনাম ইনভেস্টমেন্ট কাস্ট: একটি সরাসরি তুলনা
সেন্ট্রিফিউগালি ঢালাই অংশ যান্ত্রিক বৈশিষ্ট্য এবং অভ্যন্তরীণ সুস্থতার উপর নেতৃত্ব দেয়, যখন বালি ঢালাই জ্যামিতিক নমনীয়তার উপর জয়লাভ করে এবং বিনিয়োগ ঢালাই সূক্ষ্ম বিবরণে উৎকৃষ্ট হয় — সঠিক পছন্দ অংশটির কার্যকরী প্রয়োজনীয়তার উপর নির্ভর করে।
| মানদণ্ড | সেন্ট্রিফিউগালি কাস্ট | বালি ঢালাই | বিনিয়োগ কাস্ট |
| অভ্যন্তরীণ পোরোসিটি | <0.1% (চমৎকার) | 2-5% (দরিদ্র) | 0.5-1% (ভাল) |
| প্রসার্য শক্তি | উচ্চest | সর্বনিম্ন | পরিমিত–High |
| জ্যামিতিক জটিলতা | নিম্ন-মাঝারি (নলাকার) | খুব উচ্চ | খুব উচ্চ |
| সারফেস ফিনিশ (কাস্ট হিসাবে) | পরিমিত (OD smooth) | রুক্ষ | চমৎকার |
| উপাদান ফলন | উচ্চ (no risers/gates) | কম (গেটিং সিস্টেম বর্জ্য) | পরিমিত |
| টুলিং খরচ | পরিমিত | কম | উচ্চ |
| জন্য সেরা | চাপ অংশ, লাইনার, রিং | বড়, জটিল আকার | ছোট নির্ভুলতা অংশ |
সারণি 2: ছিদ্র, শক্তি, জ্যামিতি, পৃষ্ঠের সমাপ্তি, ফলন, টুলিং খরচ, এবং প্রয়োগের উপযুক্ততা জুড়ে কেন্দ্রমুখী ঢালাই, বালি ঢালাই, এবং বিনিয়োগ কাস্ট অংশগুলির মাথা থেকে মাথার তুলনা।
উপাদানগুলি সাধারণত কেন্দ্রমুখী ঢালাই উপাদান হিসাবে উত্পাদিত হয়
সেন্ট্রিফিউগাল ঢালাই কার্যত প্রতিটি কাস্টেবল অ্যালয় সিস্টেমের সাথে সামঞ্জস্যপূর্ণ, এবং দিকনির্দেশক দৃঢ়করণ এবং কম অন্তর্ভুক্তির বিষয়বস্তু থেকে উপকারী উপাদানগুলির সাথে বিশেষভাবে কার্যকর। সর্বাধিক সাধারণভাবে কেন্দ্রমুখী ঢালাই উপকরণগুলির মধ্যে রয়েছে:
- ধূসর এবং নমনীয় ঢালাই লোহা: সিলিন্ডার লাইনার, পাইপ এবং মেশিনের উপাদানগুলির জন্য ব্যবহৃত হয়। সেন্ট্রিফিউগালি ঢালাই লোহা গ্রাফাইট ফ্লেক সারিবদ্ধতা প্রদর্শন করে যা লাইনার অ্যাপ্লিকেশনগুলিতে পরিধান প্রতিরোধ ক্ষমতা বাড়ায়।
- কার্বন এবং কম খাদ ইস্পাত: চাপ জাহাজ, রাসায়নিক প্রক্রিয়া সরঞ্জাম, এবং কাঠামোগত রিং জন্য ব্যবহৃত. সেন্ট্রিফিউগালি ঢালাই ইস্পাত কাছাকাছি-নির্মিত যান্ত্রিক বৈশিষ্ট্য অর্জন করে।
- স্টেইনলেস স্টীল (300 এবং 400 সিরিজ): ক্ষয়কারী রাসায়নিক, খাদ্য প্রক্রিয়াকরণ এবং ফার্মাসিউটিক্যাল অ্যাপ্লিকেশনগুলিতে ব্যবহৃত হয়। সেন্ট্রিফিউগালি ঢালাই স্টেইনলেসের অন্তর্ভুক্তি-মুক্ত মাইক্রোস্ট্রাকচার ফাটলের ক্ষয় প্রতিরোধ ক্ষমতা বাড়ায়।
- নিকেল-ভিত্তিক সুপার অ্যালয়: এরোস্পেস রিং, গ্যাস টারবাইনের উপাদান এবং উচ্চ-তাপমাত্রা প্রক্রিয়া সরঞ্জামের জন্য ব্যবহৃত হয় যেখানে 700°C এর উপরে ক্রীপ প্রতিরোধের প্রয়োজন হয়।
- তামার সংকর ধাতু (ব্রোঞ্জ, পিতল, বন্দুক ধাতু): বুশিং, বিয়ারিং, হাতা এবং সামুদ্রিক উপাদানগুলির জন্য ব্যবহৃত হয়। ব্রোঞ্জ সেন্ট্রিফিউগাল ঢালাই চমৎকার লোড-ভারবহন বৈশিষ্ট্য এবং সমুদ্রের জলে জারা প্রতিরোধের প্রদর্শন করে।
- কluminum alloys: হালকা ওজনের মহাকাশ, স্বয়ংচালিত, এবং ভোক্তা পণ্য অ্যাপ্লিকেশনের জন্য ব্যবহৃত হয় যেখানে পাতলা-দেয়ালের নলাকার উপাদানগুলির প্রয়োজন হয়।
- টাইটানিয়াম খাদ: বিশেষ মহাকাশ এবং চিকিৎসা ইমপ্লান্ট অ্যাপ্লিকেশন ব্যবহার করা হয়. টাইটানিয়ামের সেন্ট্রিফিউগাল ঢালাইয়ের জন্য ঢালাই তাপমাত্রায় ধাতুর চরম প্রতিক্রিয়ার কারণে ভ্যাকুয়াম বা জড় বায়ুমণ্ডল প্রক্রিয়াকরণের প্রয়োজন হয়।
সেন্ট্রিফিউগালি কাস্ট কম্পোনেন্টের উপর নির্ভরশীল শিল্প
সেন্ট্রিফিউগালি ঢালাই অংশগুলি প্রতিটি শিল্পে অপরিহার্য যেখানে নলাকার উপাদানগুলিকে এমন স্তরে চাপ, তাপমাত্রা বা যান্ত্রিক চাপ বজায় রাখতে হবে যা স্ট্যাটিক কাস্টিংগুলি নির্ভরযোগ্যভাবে সমর্থন করতে পারে না।
তেল ও গ্যাস এবং পেট্রোকেমিক্যাল
সেন্ট্রিফিউগালি ঢালাই টিউব, পাইপ এবং ফিটিংস রিফাইনারি ফার্নেস সিস্টেম, অনুঘটক ক্র্যাকার টিউব এবং উচ্চ-চাপ প্রবাহ লাইনের মেরুদণ্ড গঠন করে। তেজস্ক্রিয় এবং পরিচলন টিউব এ অপারেটিং 900-1,100° সে শোধনাগার চুল্লিগুলিতে প্রায় সর্বজনীনভাবে কেন্দ্রাতিগভাবে ঢালাই হয় তাপ-প্রতিরোধী সংকর ধাতু যেমন HP-সংশোধিত বা HK-40 স্টেইনলেস স্টীল — এমন উপকরণ যার তাপমাত্রায় কার্যকারিতা সম্পূর্ণরূপে মাইক্রোস্ট্রাকচারাল অভিন্নতার উপর নির্ভর করে যা শুধুমাত্র সেন্ট্রিফিউগাল ঢালাই প্রদান করতে পারে।
পাওয়ার জেনারেশন
স্টিম টারবাইন ক্যাসিং, রটার স্লিভস, এবং তাপবিদ্যুৎ কেন্দ্রে বয়লার টিউবগুলি নিয়মিতভাবে ক্রোম-মলি এবং স্টেইনলেস স্টিল অ্যালয় থেকে কেন্দ্রাতিগভাবে নিক্ষেপ করা হয়। সামঞ্জস্যপূর্ণ প্রাচীর বেধ সহ পুরু-প্রাচীরের সিলিন্ডার তৈরি করার ক্ষমতা এখানে কাজ করা উপাদানগুলির জন্য গুরুত্বপূর্ণ বাষ্প চাপ 300 বার অতিক্রম .
কerospace and Defense
অ্যারোস্পেস স্ট্রাকচারাল রিং, বিয়ারিং রেস, এবং টারবাইন শ্রাউডগুলিকে সেন্ট্রিফিউগালি ঢালাই উপাদান হিসাবে উত্পাদিত হয় অত্যন্ত কঠোর ননডেস্ট্রাকটিভ টেস্টিং (NDT) গ্রহণযোগ্যতা মানদণ্ড পূরণ করতে হবে। সেন্ট্রিফিউগালি ঢালাই নিকেল সুপারঅ্যালয় রিংগুলির প্রায়-শূন্য ছিদ্র তাদের অতিক্রম করতে দেয় ফ্লুরোসেন্ট পেনিট্রান্ট ইন্সপেকশন (FPI) এবং অতিস্বনক পরীক্ষা স্ট্যান্ডার্ড যা বেশিরভাগ স্ট্যাটিকালি ঢালাই বিকল্পগুলিকে বাদ দেবে।
কutomotive and Heavy Equipment
ইঞ্জিন সিলিন্ডার লাইনারগুলি - পরিধান-প্রতিরোধী লোহার হাতা যা ডিজেল এবং পেট্রল ইঞ্জিনগুলিতে বোর পৃষ্ঠ তৈরি করে - বিশ্বব্যাপী উত্পাদনে সর্বোচ্চ-ভলিউম সেন্ট্রিফিউগালি ঢালাই উপাদানগুলির মধ্যে একটি। লক্ষ লক্ষ সিলিন্ডার লাইনারগুলিকে বার্ষিক সেন্ট্রিফিউগালি ঢালাই করা হয় কারণ এই প্রক্রিয়াটি বোর পৃষ্ঠে একটি গ্রাফাইট মাইক্রোস্ট্রাকচার তৈরি করে যা তেল ধারণ এবং পরিধান প্রতিরোধের উন্নতি করে 30-50% স্ট্যাটিক কাস্ট বা মেশিন বিকল্পের তুলনায়।
জল এবং বর্জ্য জল পরিকাঠামো
নমনীয় লোহার জলের মেইন, চাপের পাইপ এবং ফিটিংগুলি এক শতাব্দীরও বেশি সময় ধরে পৌরসভার জল সরবরাহ পরিকাঠামোর জন্য কেন্দ্রমুখীভাবে নিক্ষেপ করা হয়েছে। সেন্ট্রিফিউগালি ঢালাই নমনীয় লোহার পাইপ যেমন আন্তর্জাতিক মান মেনে চলে ISO 2531 এবং EN 545 , এবং সমাহিত অ্যাপ্লিকেশনের মধ্যে আদর্শ সেবা জীবন অতিক্রম 100 বছর .
সামুদ্রিক এবং অফশোর
প্রপেলার শ্যাফ্ট হাতা, স্টার্ন টিউব লাইনার এবং সিওয়াটার পাম্প বডিগুলিকে সেন্ট্রিফিউগালিভাবে নিকেল-অ্যালুমিনিয়াম ব্রোঞ্জ বা ডুপ্লেক্স স্টেইনলেস স্টিলে ঢালাই করা হয়। সমজাতীয় মাইক্রোস্ট্রাকচার সিলেক্টিভ ফেজ ক্ষয় (ডিজিঙ্কিফিকেশন, ডিলুমিনিফিকেশন) দূর করে যা সামুদ্রিক জল পরিষেবায় স্ট্যাটিকলি ঢালাই বিকল্পগুলিকে প্রভাবিত করে।
সেন্ট্রিফিউগাল কাস্টিংয়ের সীমাবদ্ধতা: কখন একটি ভিন্ন প্রক্রিয়া বেছে নেবেন
এর ধাতুবিদ্যাগত সুবিধা থাকা সত্ত্বেও, কেন্দ্রাতিগ ঢালাই প্রতিটি উপাদানের জন্য সঠিক পছন্দ নয় — জ্যামিতিক সীমাবদ্ধতা এবং অর্থনৈতিক কারণের মানে কিছু অংশ বিকল্প প্রক্রিয়ার দ্বারা ভালভাবে পরিবেশিত হয়।
- জটিল অ-প্রতিসম জ্যামিতি: ফ্ল্যাঞ্জ, মাউন্টিং লগ, পাতলা পাখনা, বা জটিল অভ্যন্তরীণ প্যাসেজ সহ উপাদানগুলি সত্যিকারের সেন্ট্রিফিউগাল ঢালাই দ্বারা তৈরি করা যায় না। বালি ঢালাই বা বিনিয়োগ ঢালাই ভাল উপযুক্ত.
- খুব ছোট ব্যাচ মাপ: ছাঁচ সেটআপ এবং ঘূর্ণনশীল সিস্টেম ক্রমাঙ্কনে নির্দিষ্ট খরচ জড়িত যা প্রায় কম পরিমাণের জন্য সেন্ট্রিফিউগাল ঢালাই অর্থনৈতিকভাবে সাবঅপ্টিমাল করে তোলে 10-20 টুকরা কিছু খাদ সিস্টেমে।
- কlloys with extreme density differences between phases: কিছু মাল্টি-ফেজ অ্যালয়েসে, কেন্দ্রাতিগ বিভাজন প্রাচীরের পুরুত্বের মাধ্যমে কম্পোজিশনাল গ্রেডিয়েন্টের কারণ হতে পারে - সুবিধার পরিবর্তে একটি অসুবিধা। এটি অবশ্যই খাদ নির্বাচন এবং প্রক্রিয়া নিয়ন্ত্রণের মাধ্যমে পরিচালনা করতে হবে।
- খুব বড় অপ্রতিসম উপাদান: স্ট্রাকচারাল কাস্টিং যেমন ইঞ্জিন ব্লক, ভালভ বডি বা পাম্প হাউজিং সেন্ট্রিফিউগাল ঢালাইয়ের জ্যামিতিক খামের বাইরে। এগুলি নো-বেক বালি বা বিনিয়োগ ঢালাই দ্বারা আরও ভাল পরিবেশন করা হয়।
সেন্ট্রিফিউগালি কাস্ট উপাদানগুলির জন্য গুণমান নিয়ন্ত্রণের মানদণ্ড
সেন্ট্রিফিউগালি ঢালাই অংশগুলি সমালোচনামূলক অ্যাপ্লিকেশনের জন্য নির্ধারিত উপাদান, মাত্রিক, এবং অ-ধ্বংসাত্মক পরীক্ষার মানগুলির একটি কঠোর সেট মেনে চলতে হবে। সেন্ট্রিফিউগালি কাস্ট উপাদানগুলির জন্য প্রযোজ্য মূল মানগুলির মধ্যে রয়েছে:
| স্ট্যান্ডার্ড | কpplication | মূল প্রয়োজনীয়তা |
| কSTM A 48 / A 278 | ধূসর লোহা কেন্দ্রাতিগ ঢালাই | প্রসার্য শক্তি, কঠোরতা, মাইক্রোস্ট্রাকচার |
| কSTM A 532 | কbrasion-resistant cast iron | কঠোরতা, রচনা, মাইক্রোস্ট্রাকচার |
| ISO 2531 / EN 545 | নমনীয় লোহার জলের পাইপ | হাইড্রোস্ট্যাটিক চাপ পরীক্ষা, প্রাচীর বেধ, আবরণ |
| কSTM A 999 / A 530 | ইস্পাত কেন্দ্রাতিগ পাইপ এবং টিউব | হাইড্রোস্ট্যাটিক পরীক্ষা, মাত্রিক সহনশীলতা, এনডিটি |
| কMS 2175 | কerospace castings classification | রেডিওগ্রাফিক, এফপিআই, অতিস্বনক গ্রহণযোগ্যতার মানদণ্ড |
সারণি 3: জলের অবকাঠামো, ইস্পাত পাইপ, ঢালাই লোহা এবং মহাকাশ সহ সমস্ত শিল্পগুলিতে কেন্দ্রাতিগভাবে ঢালাই উপাদানগুলিতে প্রযোজ্য মূল গুণমান এবং সম্মতি মান।
Centrifugally Cast Parts সম্পর্কিত প্রায়শ জিজ্ঞাস্য প্রশ্নাবলী
প্রশ্ন: সেন্ট্রিফিউগালি কাস্ট এবং সেন্ট্রিফিউজ কাস্টের মধ্যে পার্থক্য কী?
শব্দগুলি প্রায়শই শিল্পে বিনিময়যোগ্যভাবে ব্যবহৃত হয়, তবে প্রযুক্তিগতভাবে "কেন্দ্রিকভাবে নিক্ষেপ করা" প্রকৃত সেন্ট্রিফিউগাল ঢালাইকে বোঝায় যেখানে অংশের আকৃতি সরাসরি কেন্দ্রাতিগ বল দ্বারা গঠিত হয় (যেমন পাইপ এবং সিলিন্ডারে), যখন "সেন্ট্রিফিউজ ঢালাই" বা "সেন্ট্রিফিউজড" বলতে চাপ ঢালাই বৈকল্পিককে বোঝায় যেখানে একাধিক ছাঁচের গহ্বর একটি কেন্দ্রীয় অক্ষের চারপাশে সাজানো থাকে এবং কেন্দ্রাতিগ বল জটিল আকৃতির অংশে ভরাট উন্নত করে এবং ছিদ্র কমায়।
প্রশ্ন: কেন্দ্রমুখীভাবে ঢালাই দেয়াল কতটা পুরু হতে পারে?
সেন্ট্রিফিউগালি ঢালাই উপাদানগুলির জন্য প্রাচীরের বেধের কোনও ব্যবহারিক ঊর্ধ্ব সীমা নেই — খুব পুরু-দেয়ালের সিলিন্ডার এবং রিংগুলি প্রক্রিয়াটির একটি বিশেষ শক্তি। থেকে প্রাচীর বেধ 3 মিমি থেকে 200 মিমি পর্যন্ত সফলভাবে উত্পাদিত হয়েছে. প্রক্রিয়াটি পুরু-প্রাচীরের চাপবাহী জাহাজের জন্য বিশেষত সুবিধাজনক কারণ বাইরের-ইন সলিফিকেশন প্যাটার্নটি নিশ্চিত করে যে কাঠামোগতভাবে গুরুত্বপূর্ণ বাইরের দেয়াল চাপের অধীনে প্রথমে শক্ত হয়।
প্রশ্ন: কেন্দ্রাতিগ ঢালাই দ্বি-ধাতু উপাদান উত্পাদন করতে পারে?
হ্যাঁ। দ্বি-ধাতুকেন্দ্রিকভাবে ঢালাই উপাদান - যেখানে দুটি ভিন্ন সংকর ধাতু পর্যায়ক্রমে একটি যৌগিক প্রাচীর গঠনের জন্য নিক্ষেপ করা হয় - প্রক্রিয়াটির একটি উল্লেখযোগ্য বাণিজ্যিক প্রয়োগ। একটি সাধারণ উদাহরণ হল একটি পরিধান-প্রতিরোধী শক্ত লোহার বাইরের স্তর যা একটি শক্ত নমনীয় লোহার অভ্যন্তরীণ স্তরের উপর ঢালাই করা হয় যেমন মিল লাইনার এবং রোল শেলগুলিকে নাকাল করার জন্য। দৃঢ়ীকরণের সময় ইন্টারফেসে দুটি ধাতু ধাতবভাবে বন্ধন করে।
প্রশ্ন: রিং এবং সিলিন্ডার উপাদানগুলির জন্য ফোরজিংয়ের সাথে সেন্ট্রিফিউগাল ঢালাই কীভাবে তুলনা করে?
ফোরজিং বিকৃতি-প্ররোচিত শস্য পরিশোধনের মাধ্যমে সর্বোচ্চ সম্ভাব্য যান্ত্রিক বৈশিষ্ট্য তৈরি করে, তবে এর জন্য ব্যয়বহুল ডাইস প্রয়োজন, সমস্ত সংকর ধাতুর জন্য ব্যবহার করা যাবে না এবং প্রাচীরের বেধ এবং ব্যাস সীমিত। সেন্ট্রিফিউগালি ঢালাই রিং এবং সিলিন্ডার অর্জন যান্ত্রিক বৈশিষ্ট্যের 80-95% উল্লেখযোগ্যভাবে কম টুলিং এবং উৎপাদন খরচে সমতুল্য ফোরজিংস, এবং ব্যাস এবং প্রাচীরের পুরুত্বে উত্পাদিত হতে পারে যেখানে ফোরজিং প্রযুক্তিগতভাবে সম্ভব নয়।
প্রশ্ন: কেন্দ্রাতিগভাবে ঢালাই অংশে প্রাচীর বেধ সহনশীলতা কি অর্জন করা যেতে পারে?
সেন্ট্রিফিউগালি ঢালাই অংশগুলির জন্য ঢালাই প্রাচীর বেধ সহনশীলতা সাধারণত নামমাত্র প্রাচীর বেধের ±3–5% , খাদ, ঢালা তাপমাত্রা, এবং ছাঁচ অবস্থার উপর নির্ভর করে। মেশিনিং পরে, সমাপ্ত প্রাচীর বেধ tolerances ±0.1–0.5 মিমি বেশিরভাগ চাপ পাইপিং এবং যান্ত্রিক মানগুলির প্রয়োজনীয়তা পূরণ করে নিয়মিতভাবে অর্জন করা হয়।
প্রশ্নঃ সেন্ট্রিফিউগাল ঢালাইয়ে সর্বোচ্চ ব্যাস এবং দৈর্ঘ্য কতটুকু অর্জন করা যায়?
অনুভূমিক সেন্ট্রিফিউগাল ঢালাই মেশিনগুলি নিয়মিতভাবে পাইপ এবং সিলিন্ডার তৈরি করে ব্যাস 2.5 মিটার এবং দৈর্ঘ্য 8-10 মিটার . উল্লম্ব মেশিনগুলি বড় ব্যাসের ছোট রিংগুলির জন্য ব্যবহৃত হয় এবং এর চেয়ে বেশি ব্যাস মিটমাট করতে পারে 3 মিটার . ব্যবহারিক উপরের সীমাটি প্রক্রিয়াটির পদার্থবিজ্ঞানের পরিবর্তে মেশিনের ক্ষমতা এবং ছাঁচ পরিচালনার ক্ষমতা দ্বারা নির্ধারিত হয়।
উপসংহার: কেন্দ্রীভূতভাবে কাস্ট উপাদানগুলি কখন নির্দিষ্ট করতে হবে
যখনই আপনার ডিজাইনের জন্য একটি নলাকার জ্যামিতির প্রয়োজন হয় তখনই সেন্ট্রিফিউগালি ঢালাই উপাদানগুলি নির্দিষ্ট করুন, অ্যাপ্লিকেশনটিতে চাপ, তাপমাত্রা, পরিধান বা ক্ষয় জড়িত থাকে এবং পরিষেবা জীবন বা নিরাপত্তা একটি প্রাথমিক উদ্বেগের বিষয়। প্রক্রিয়াটি সবচেয়ে বহুমুখী ঢালাই পদ্ধতি নয় - এটি জ্যামিতিক জটিলতার জন্য বালি ঢালাইয়ের সাথে বা সূক্ষ্ম বিবরণের জন্য বিনিয়োগের ঢালাইয়ের সাথে মেলে না - তবে এটি যে নির্দিষ্ট শ্রেণীর অংশগুলি তৈরি করে তার জন্য, অন্য কোনও ঢালাই প্রক্রিয়া এর কাঠামোগত অখণ্ডতা, উপাদান দক্ষতা এবং মাত্রিক সামঞ্জস্যের সংমিশ্রণের কাছাকাছি আসে না।
তথ্যটি দ্ব্যর্থহীন: 0.1% এর নিচে ছিদ্র, প্রসার্য শক্তি 10-20% বালি ঢালাই সমতুল্য, পরিষেবা জীবন বছরের চেয়ে দশকে পরিমাপ করা হয়। আপনি একটি শোধনাগারের জন্য একটি ফার্নেস টিউব নির্দিষ্ট করছেন, একটি ডিজেল ইঞ্জিনের জন্য একটি সিলিন্ডার লাইনার বা একটি মহাকাশ সমাবেশের জন্য একটি কাঠামোগত রিং উল্লেখ করছেন, একটি পছন্দ কেন্দ্রমুখী ঢালাই কম্পোনেন্ট হল প্রত্যক্ষভাবে উচ্চতর ধাতব মানের জন্য একটি পছন্দ - এবং এক শতাব্দীরও বেশি শিল্প ব্যবহারের ট্র্যাক রেকর্ড যা সম্পূর্ণরূপে দাবি করে৷