সঠিক তাপ চিকিত্সার ঝুড়িটি আপনার নির্দিষ্ট প্রক্রিয়া তাপমাত্রা, বায়ুমণ্ডল, অংশের জ্যামিতি এবং লোড ওজনের সাথে মিলে যায় — এর কোনও সর্বজনীন সমাধান নেই, এবং ভুল ঝুড়ি ব্যবহারে অকাল ব্যর্থতা, অংশ ক্ষতি এবং অসম তাপ সাইকেল চালানোর মাধ্যমে অর্থ ব্যয় হয়৷ একটি তাপ চিকিত্সা ঝুড়ি (এটি একটি ফার্নেস ঝুড়ি, হিট ট্রিট ট্রে, বা উচ্চ-তাপমাত্রার ওয়ার্কহোল্ডিং ফিক্সচারও বলা হয়) হল একটি গড়া বা ঢালাই কন্টেইনার যা অ্যানিলিং, হার্ডনিং, কার্বারাইজিং, নাইট্রাইডিং, টেম্পারিং এবং সিন্টারিং সহ তাপ প্রক্রিয়াকরণের সময় ধাতব অংশগুলিকে ধরে রাখতে, পরিবহন করতে এবং অবস্থান করতে ব্যবহৃত হয়। এই নির্দেশিকাটি প্রতিটি প্রধান ঝুড়ির ধরন, সেগুলি তৈরি করতে ব্যবহৃত সংকর ধাতুগুলি, কীভাবে লোডের ক্ষমতা গণনা করতে হয় এবং চুল্লির পরিবেশে কীভাবে পরিষেবা জীবন বাড়ানো যায় তা কভার করে।
একটি তাপ চিকিত্সা ঝুড়ি কি এবং কেন এটি গুরুত্বপূর্ণ?
ক তাপ চিকিত্সা ঝুড়ি এটি একটি উদ্দেশ্য-ইঞ্জিনীয়ারযুক্ত ফিক্সচার যা নিশ্চিত করে যে অংশগুলি চুল্লির বায়ুমণ্ডল এবং তাপমাত্রার সাথে সমানভাবে উন্মুক্ত হয় এবং প্রক্রিয়া পর্যায়ে হ্যান্ডলিং, নিভানোর সময় এবং স্থানান্তর করার সময় নিরাপদে থাকে। একটি সঠিকভাবে ডিজাইন করা ঝুড়ি ছাড়া, অংশগুলি চুল্লির চুলায় অসমভাবে স্তূপ করে, গ্যাস সঞ্চালনকে বাধা দেয়, যোগাযোগের পৃষ্ঠগুলি যা দূষিত করে বা তাপ থেকে ছায়া দেয় এবং ট্যাঙ্ক নিমজ্জনের সময় অনিরাপদ পরিস্থিতি তৈরি করে।
সঠিক ঝুড়ি নির্বাচনের জন্য অর্থনৈতিক ক্ষেত্রে সরাসরি। 1,700°F (927°C) তে চালিত কার্বারাইজিং ফার্নেসের একটি ভালভাবে মিলে যাওয়া তাপ চিকিত্সার ঝুড়ি প্রতিস্থাপনের আগে 500-800 তাপচক্র অর্জন করতে পারে। ভুল সংকর ধাতু বা সেই প্রক্রিয়ার জন্য ভুল নকশা দিয়ে তৈরি একটি ঝুড়ি 50-100 চক্রের মধ্যে ব্যর্থ হতে পারে - প্রতি-অংশ প্রক্রিয়াকরণের খরচে 5x থেকে 8x পার্থক্য যা সম্পূর্ণরূপে ফিক্সচার নির্বাচনের জন্য দায়ী। তিন শিফটে চলমান একটি উৎপাদন সুবিধার জন্য, সপ্তাহে ছয় দিন, এই পার্থক্যটি অনির্ধারিত রক্ষণাবেক্ষণ থেকে হারিয়ে যাওয়া থ্রুপুট হিসাব করার আগে, শুধুমাত্র ঝুড়ি প্রতিস্থাপন খরচে বার্ষিক হাজার হাজার ডলারে অনুবাদ করে।
তাপ চিকিত্সা ঝুড়ি একসাথে চারটি ফাংশন পরিবেশন করে:
- কন্টেনমেন্ট — চুল্লি, নিভিয়ে ফেলা এবং ধোয়ার পর্যায়গুলির মাধ্যমে একটি ব্যাচ হিসাবে অংশগুলিকে একসাথে রাখা
- পজিশনিং — অভিন্ন বায়ুমণ্ডল এবং সমস্ত পৃষ্ঠতলের তাপমাত্রা এক্সপোজারের জন্য দিকনির্দেশক অংশ
- তাপ ভর ব্যবস্থাপনা - ডিজাইনের উপর নির্ভর করে একটি নিয়ন্ত্রিত তাপীয় বাফার বা কন্ডাকটর হিসাবে কাজ করা
- যান্ত্রিক সুরক্ষা - আংশিক-থেকে-অংশের সংস্পর্শ রোধ করা যা নিভানোর সময় পৃষ্ঠের ক্ষতি, নরম দাগ বা বিকৃতি ঘটায়
6টি প্রধান তাপ চিকিত্সার ঝুড়ির ধরন এবং তাদের প্রয়োগ
1. তারের মেশ ঝুড়ি
তারের জাল তাপ চিকিত্সার ঝুড়িগুলি হল সবচেয়ে বহুমুখী এবং বহুল ব্যবহৃত নকশা, যা প্রায় 2,000°F (1,093°C) তাপমাত্রায় ছোট-থেকে-মাঝারি অংশের কার্বারাইজিং, নাইট্রাইডিং এবং অ্যানিলিংয়ের জন্য চমৎকার বায়ুমণ্ডল সঞ্চালন সরবরাহ করে। খোলা জাল কাঠামো — সাধারণত উচ্চ-তাপমাত্রার খাদ তার থেকে বর্গাকার বা আয়তক্ষেত্রাকার অ্যাপারচারে 1/4 ইঞ্চি থেকে 2 ইঞ্চি পর্যন্ত বোনা — চুল্লির বায়ুমণ্ডল, দীপ্তিমান তাপ, এবং নিভিয়ে ফেলা মিডিয়াকে একই সাথে সমস্ত অংশের পৃষ্ঠে পৌঁছানোর অনুমতি দেয়। জালের ঝুড়ি আয়তক্ষেত্রাকার, নলাকার এবং কাস্টম জ্যামিতিতে পাওয়া যায় এবং জাল মেঝের সাথে মিলিত কঠিন পাশের দেয়াল বা সমস্ত পৃষ্ঠে সম্পূর্ণরূপে খোলা জাল হিসাবে তৈরি করা যেতে পারে।
- সেরা প্রক্রিয়া: কার্বারাইজিং, কার্বোনিট্রাইডিং, গ্যাস নাইট্রাইডিং, অ্যানিলিং, স্বাভাবিককরণ, টেম্পারিং
- তাপমাত্রা পরিসীমা: স্ট্যান্ডার্ড অ্যালয়েসে 2,000°F (1,093°C) পর্যন্ত; উচ্চ-নিকেল সংকর ধাতুতে 2,200°F (1,204°C) পর্যন্ত
- লোড ক্ষমতা: সাধারণত 200-2,000 পাউন্ড তারের গেজ, মেশ অ্যাপারচার এবং ঝুড়ির মাত্রার উপর নির্ভর করে
- দুর্বলতা: কাস্ট বা বানোয়াট প্লেট ঝুড়ি তুলনায় নিম্ন কাঠামোগত অনমনীয়তা; জাল খুব ভারী বা ঘনীভূত লোড অধীনে বিকৃত হতে পারে
2. গড়া বার বা রড ঝুড়ি
তৈরি করা রড বা বার ঝুড়িগুলি তারের জালের নকশার তুলনায় উচ্চতর কাঠামোগত অনমনীয়তা প্রদান করে এবং ভারী লোড, বড় অংশ এবং অ্যাপ্লিকেশনগুলির জন্য পছন্দ করা হয় যেখানে জাল-অ্যাপারচার ব্রিজিং ছোট অংশগুলিকে পড়তে দেয়। এগুলি শক্ত বা ফাঁপা বৃত্তাকার বার, বর্গাকার বার বা ফ্ল্যাট বার থেকে একটি গ্রিড বা মই প্যাটার্নে ঢালাই করা হয়। বারগুলির মধ্যে ব্যবধান - সাধারণত 1 থেকে 4 ইঞ্চি - প্রক্রিয়া করা অংশগুলির ক্ষুদ্রতম মাত্রায় মাপ করা হয়। ন্যূনতম 2 ইঞ্চি মাত্রা সহ অংশগুলির জন্য, বায়ুমণ্ডল প্রবাহের জন্য খোলা জায়গা সর্বাধিক করার সময় ড্রপ-থ্রু প্রতিরোধ করার জন্য 1-ইঞ্চি বারের ব্যবধান মানক।
- সেরা প্রক্রিয়া: শক্ত করা, স্বাভাবিককরণ, বড় উপাদানগুলির সমাধান অ্যানিলিং, প্রি-হিট স্টেজিং ফরজিং
- তাপমাত্রা পরিসীমা: উপযুক্ত খাদ নির্বাচন সহ 2,200°F (1,204°C) পর্যন্ত
- লোড ক্ষমতা: 500-5,000 পাউন্ড বারের আকার এবং খাদ উপর নির্ভর করে
- দুর্বলতা: জাল তুলনায় উচ্চ তাপ ভর; চক্র প্রতি দীর্ঘ তাপ আপ এবং ঠান্ডা-ডাউন বার
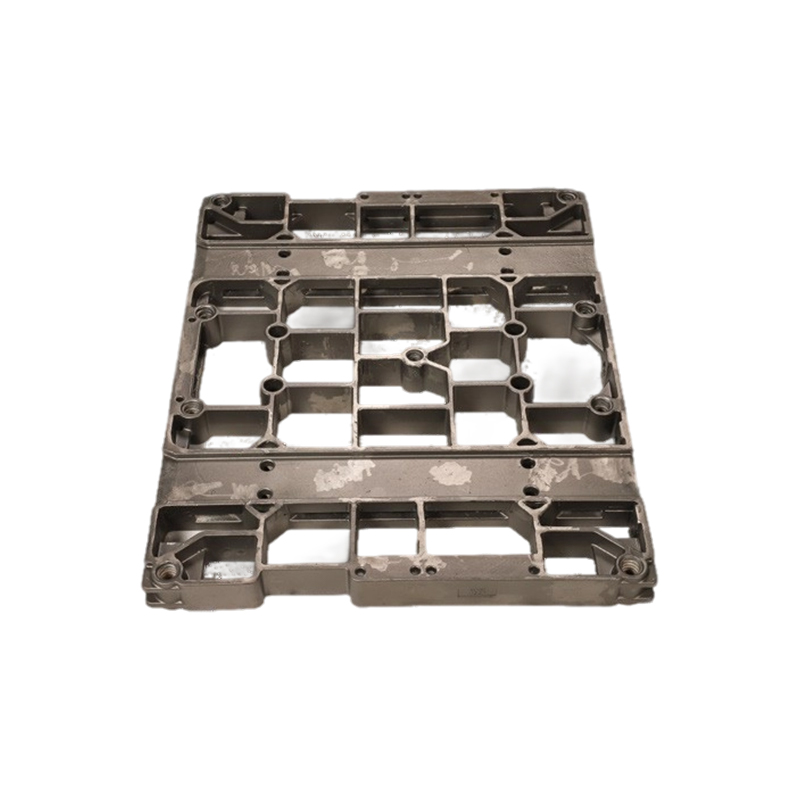
3. ঢালাই তাপ চিকিত্সা ঝুড়ি এবং ট্রে
কাস্ট হিট ট্রিটিং ঝুড়ি এবং ট্রেগুলি চরম তাপমাত্রায় হামাগুড়ি দেওয়ার জন্য সর্বোচ্চ মাত্রিক স্থিতিশীলতা এবং প্রতিরোধের অফার করে, যা তাদেরকে অবিচ্ছিন্ন বেল্ট ফার্নেস, পুশার ফার্নেস এবং 2,000°F (1,093°C) এর উপরে সিন্টারিং অপারেশনের জন্য পছন্দের পছন্দ করে তোলে। ঢালাই ঝুড়িগুলি বালি ঢালাই বা উচ্চ-খাদ কম্পোজিশনে বিনিয়োগ ঢালাই দ্বারা উত্পাদিত হয় - সাধারণত HK-40 (25Cr/20Ni) বা HP খাদ (26Cr/35Ni) - যা জারণ, কার্বুরাইজেশন এবং ক্রীপ বিকৃতিকে প্রতিরোধ করে যা সর্বোচ্চ তাপমাত্রার ফিক্সচারগুলিকে ধ্বংস করে। কাস্ট ডিজাইনে সাধারণত ঢালাই দেয়াল এবং অবিচ্ছেদ্য হ্যান্ডলগুলি বা লগ সহ একটি শক্ত বা আধা-খোলা মেঝে থাকে।
- সেরা প্রক্রিয়া: সিন্টারিং, ব্রেজিং, ভ্যাকুয়াম হার্ডেনিং, অ্যারোস্পেস অ্যালয়গুলির সমাধান অ্যানিলিং, উচ্চ-তাপমাত্রা সিরামিক ফায়ারিং
- তাপমাত্রা পরিসীমা: 1,800–2,350°F (982–1,288°C)
- লোড ক্ষমতা: ঢালাই আকার এবং খাদ উপর নির্ভর করে 200-3,000 পাউন্ড
- দুর্বলতা: উচ্চ প্রাথমিক খরচ; ভারী (চুল্লির চুলায় উল্লেখযোগ্য ডেড লোড যোগ করে); তাপীয়ভাবে শক হলে ভঙ্গুর
4. রিটর্ট ঝুড়ি এবং ভিতরের ফিক্সচার
রিটর্ট ঝুড়িগুলি হল সিল করা বা আধা-সিল করা পাত্র যা বায়ুমণ্ডল-নিয়ন্ত্রিত চুল্লিগুলির মধ্যে ব্যবহৃত হয় যাতে বিস্তৃত চুল্লির পরিবেশকে প্রভাবিত না করে একটি নির্দিষ্ট ব্যাচের অংশগুলির চারপাশে একটি স্থানীয় পরিবেশ তৈরি করা হয়। এগুলি মাল্টি-জোন ফার্নেসগুলিতে বিশেষভাবে মূল্যবান যেখানে বিভিন্ন ব্যাচের জন্য একই সাথে বিভিন্ন কার্বন সম্ভাবনা বা বায়ুমণ্ডল রচনার প্রয়োজন হয়। Retort ঝুড়ি নির্মাণ সাধারণত austenitic স্টেইনলেস বা উচ্চ-নিকেল খাদ মধ্যে শীট এবং বার স্টক থেকে সব ঢালাই করা হয়.
- সেরা প্রক্রিয়া: উজ্জ্বল অ্যানিলিং, নিয়ন্ত্রিত-বায়ুমণ্ডল ব্রেজিং, নির্বাচনী কার্বারাইজিং
- তাপমাত্রা পরিসীমা: 2,100°F (1,149°C) পর্যন্ত
5. ছিদ্রযুক্ত শীট ঝুড়ি
ছিদ্রযুক্ত শীট ঝুড়িগুলি শীট প্যানেলে পাঞ্চড বা লেজার-কাট অ্যাপারচারের মাধ্যমে জালের বায়ুমণ্ডল ব্যাপ্তিযোগ্যতার সাথে একটি বাক্স কাঠামোর কঠিন পার্শ্ব-প্রাচীরের অনমনীয়তাকে একত্রিত করে। এই নকশাটি পছন্দ করা হয় যখন অংশগুলি স্ট্যান্ডার্ড জাল বা রড ব্যবধানের মধ্য দিয়ে পড়ার জন্য যথেষ্ট ছোট হয়, কিন্তু একটি খোলা কাঠামো লোড জ্যামিতির জন্য অপর্যাপ্ত সমর্থন প্রদান করে। ছিদ্রের ধরণগুলি — গোলাকার, স্লটেড, বা ষড়ভুজ — এবং শতাংশ উন্মুক্ত এলাকা (সাধারণত 30-55%) বায়ুমণ্ডল প্রবাহের সাথে কাঠামোগত অখণ্ডতার ভারসাম্য বজায় রাখার জন্য নির্বাচন করা হয়।
- সেরা প্রক্রিয়া: ছোট অংশ প্রক্রিয়াকরণ (ফাস্টেনার, বিয়ারিং, স্ট্যাম্পিং), পাউডার মেটাল সিন্টারিং, সিরামিক-লেপা অংশ অ্যানিলিং
- তাপমাত্রা পরিসীমা: স্ট্যান্ডার্ড অ্যালয়েসে 1,900°F (1,038°C) পর্যন্ত
6. স্পেশালিটি ফিক্সচার: র্যাক, ট্রে এবং ঝুলন্ত ঝুড়ি
র্যাক ফিক্সচার, ফ্ল্যাট ট্রে এবং ঝুলন্ত ঝুড়িগুলি নির্দিষ্ট অংশের জ্যামিতির জন্য উদ্দেশ্য-প্রকৌশলী - বিশেষত লম্বা শ্যাফ্ট, রিং বা সূক্ষ্ম পাতলা-প্রাচীরের উপাদান যা তাপীয় সাইকেল চালানোর সময় সমতল মেঝেতে বিশ্রাম নেওয়ার অনুমতি দিলে বিকৃত হয়ে যায়। ঝুলন্ত ঝুড়ি একটি উপরের ফ্রেমের অংশগুলিকে স্থগিত করে, যা মাধ্যাকর্ষণকে অ্যানিলিং বা স্ট্রেস রিলিভিং এর সময় মাত্রিক সহনশীলতা বজায় রাখতে সাহায্য করে। ফ্ল্যাট ট্রে পাতলা পাত ধাতু বা স্ট্যাম্প করা অংশগুলির জন্য ব্যবহৃত হয় যা অবশ্যই সমতল থাকতে হবে। র্যাক ফিক্সচার অভিন্ন পরিধি গরম করার জন্য নলাকার বা বার স্টককে উল্লম্বভাবে অভিমুখী করে।
- সেরা প্রক্রিয়া: মহাকাশ অংশের নির্ভুল অ্যানিলিং, স্প্রিং টেম্পারিং, শ্যাফ্ট এবং টিউব প্রক্রিয়াকরণ
- তাপমাত্রা পরিসীমা: ডিজাইন এবং খাদের উপর নির্ভর করে 2,000°F (1,093°C) পর্যন্ত
কোন খাদ থেকে আপনার তাপ চিকিত্সা ঝুড়ি তৈরি করা উচিত?
কlloy selection is the single most consequential decision in heat treating basket specification — using a 304 stainless basket in a 1,900°F carburizing atmosphere will result in failure within a handful of cycles, while an appropriately specified RA330 or HK-40 basket may last hundreds of cycles in the same environment.
| কlloy / Grade | সর্বোচ্চ একটানা টেম্প | অক্সিডেশন প্রতিরোধের | কার্বারাইজেশন প্রতিরোধ | ক্রীপ রেজিস্ট্যান্স | আপেক্ষিক খরচ | সাধারণ আবেদন |
|---|---|---|---|---|---|---|
| 304/316 স্টেইনলেস | 1,500°F (816°C) | মেলা | দরিদ্র | দরিদ্র | $ | টেম্পারিং, লো-টেম্প অ্যানিলিং শুধুমাত্র |
| 309 স্টেইনলেস | 1,800°F (982°C) | ভাল | মেলা | মেলা | $$ | সাধারণ অ্যানিলিং, মাঝারি-তাপ চুল্লি |
| 310 স্টেইনলেস | 2,000°F (1,093°C) | খুব ভালো | মেলা | ভাল | $$ | কার্বারাইজিং, স্বাভাবিককরণ, শক্ত করা |
| RA330 (Fe-35Ni-18Cr) | 2,100°F (1,149°C) | চমৎকার | ভাল | ভাল | $$$ | কার্বারাইজিং, কার্বোনিট্রাইডিং, হেভি-ডিউটি সাইক্লিং |
| HK-40 (25Cr/20Ni কাস্ট) | 2,100°F (1,149°C) | চমৎকার | ভাল | চমৎকার | $$$ | একটানা চুল্লি, পুশার ট্রে, হাই-লোড সাইক্লিং |
| HP অ্যালয় (26Cr/35Ni কাস্ট) | 2,200°F (1,204°C) | চমৎকার | খুব ভালো | চমৎকার | $$$$ | সিন্টারিং, হাই-টেম্প ব্রেজিং, অ্যারোস্পেস অ্যানিলিং |
| কlloy 601 (Ni-23Cr-1.4Al) | 2,200°F (1,204°C) | চমৎকার | চমৎকার | খুব ভালো | $$$$ | গুরুতর কার্বারাইজিং, ভ্যাকুয়াম ফার্নেস, সাইক্লিং পরিষেবা |
সারণী 1: তাপ চিকিত্সার ঝুড়ি খাদ তাপমাত্রা ক্ষমতা, জারা প্রতিরোধের, এবং খরচ দ্বারা তুলনা. খরচ নির্দেশিকা: $ = মান, $$$$ = প্রিমিয়াম উচ্চ-নিকেল বা বিশেষ খাদ।
লোড ওজন এবং অংশ জ্যামিতির জন্য একটি তাপ চিকিত্সা ঝুড়ি আকার কিভাবে
একটি তাপ চিকিত্সা ঝুড়ির সঠিক মাপ একটি তিন-অংশের গণনা: সর্বাধিক লোড ওজন, বায়ুমণ্ডল প্রবাহের জন্য সর্বনিম্ন খোলা জায়গা এবং মোট চুল্লি চার্জ ক্ষমতার একটি ভগ্নাংশ হিসাবে ঝুড়ির মৃত ওজন।
ধাপ 1 — ঝুড়ি প্রতি সর্বোচ্চ অংশ লোড নির্ধারণ করুন
চুল্লি প্রস্তুতকারকের রেট করা হার্থ লোড lbs/ft² দিয়ে শুরু করুন — সাধারণত বায়ুমণ্ডল ব্যাচ ফার্নেসের জন্য 15–40 lbs/ft² এবং একটানা বেল্ট ফার্নেসের জন্য 10-25 পাউন্ড/ft²। প্রতি ঝুড়ি ব্যবহৃত কার্যকর চুলা এলাকা দ্বারা গুণ করুন। তারপর ঝুড়ির মৃত ওজন বিয়োগ করুন। 25 পাউন্ড/ফুট² রেটিং এবং 24 × 36 ইঞ্চি (6 ফুট²) একটি ঝুড়ি পদচিহ্ন সহ একটি ব্যাচ ফার্নেসের জন্য, প্রতি ঝুড়িতে মোট লোড 150 পাউন্ড। তারের জালের ঝুড়ির ওজন 30 পাউন্ড হলে, উপলব্ধ নেট অংশের লোড 120 পাউন্ড।
ধাপ 2 — বায়ুমণ্ডল সঞ্চালনের জন্য প্রয়োজনীয় খোলা এলাকা গণনা করুন
বায়ুমণ্ডল কার্বারাইজিং এবং নাইট্রাইডিংয়ের জন্য শিল্প অনুশীলনের জন্য অংশগুলির চারপাশে পর্যাপ্ত বায়ুমণ্ডল সঞ্চালন নিশ্চিত করতে ঝুড়ির মেঝে এবং দেয়ালে ন্যূনতম 35-50% খোলা জায়গা প্রয়োজন। একটি জাল ঝুড়ির জন্য, খোলা এলাকা = (অ্যাপারচার এলাকা ÷ মোট প্যানেল এলাকা) × 100। একটি 1/2-ইঞ্চি বর্গাকার অ্যাপারচার পিচে 0.120-ইঞ্চি তার থেকে বোনা একটি ঝুড়ির মেঝেতে প্রায় 51% খোলা জায়গা রয়েছে — বেশিরভাগ বায়ুমণ্ডল প্রক্রিয়ার জন্য উপযুক্ত। অ্যাপারচারের আকার হ্রাস করুন (এবং তাই খোলা জায়গা) শুধুমাত্র তখনই যখন ছোট অংশগুলি পড়ে যাওয়ার ঝুঁকি থাকে এবং চুল্লিতে ফ্যানের গতি বা সঞ্চালন বাড়িয়ে ক্ষতিপূরণ দিন।
ধাপ 3 — ফার্নেস চার্জের ভগ্নাংশ হিসাবে ঝুড়ির মৃত ওজন পরিচালনা করুন
একটি তাপ চিকিত্সার ঝুড়ি আদর্শভাবে মোট ফার্নেস চার্জ ওজনের (পার্টস বাস্কেট) 20-25% এর বেশি প্রতিনিধিত্ব করা উচিত নয়। এই অনুপাতকে অতিক্রম করার অর্থ হল চুল্লিটি যন্ত্রাংশের পরিবর্তে ঝুড়িকে গরম করে উল্লেখযোগ্য শক্তি পোড়াচ্ছে — প্রক্রিয়াকৃত অংশ প্রতি সরাসরি শক্তি খরচ বাড়াচ্ছে। একটি 50-পাউন্ড ঝুড়ি প্রক্রিয়াকরণ 200 পাউন্ড অংশ (20% মৃত ওজন অনুপাত) ভালভাবে অপ্টিমাইজ করা হয়; একটি 50-lb ঝুড়ি প্রক্রিয়াকরণ শুধুমাত্র 50 lbs অংশ (50% মৃত ওজন অনুপাত) একটি হালকা খাদ বা একটি ছোট, উদ্দেশ্য-নির্মিত ফিক্সচার দিয়ে পুনরায় ডিজাইন করা উচিত।
প্রক্রিয়া দ্বারা তাপ চিকিত্সা ঝুড়ি কর্মক্ষমতা: একটি সরাসরি তুলনা
বিভিন্ন তাপ চিকিত্সার প্রক্রিয়াগুলি ঝুড়ির নকশার উপর মৌলিকভাবে ভিন্ন চাহিদা আরোপ করে — যা একটি টেম্পারিং ফার্নেসে পুরোপুরি কাজ করে তা 200°F উচ্চ তাপমাত্রায় কার্বারাইজিং বায়ুমণ্ডলে বিপর্যয়মূলকভাবে ব্যর্থ হতে পারে। নীচের সারণীটি সবচেয়ে সাধারণ তাপীয় প্রক্রিয়াগুলির জন্য সর্বোত্তম ঝুড়ির ধরন এবং খাদ সংক্ষিপ্ত করে।
| প্রক্রিয়া | সাধারণ টেম্প রেঞ্জ | কtmosphere | বাস্কেট টাইপ প্রস্তাবিত | ন্যূনতম খাদ | কী ডিজাইনের অগ্রাধিকার |
|---|---|---|---|---|---|
| টেম্পারিং | 300–1,200°F (149–649°C) | কir / N₂ | তারের জাল বা ছিদ্রযুক্ত শীট | 304 এসএস | হালকা ওজন, উচ্চ থ্রুপুট |
| কnnealing | 1,200–1,800°F (649–982°C) | এন্ডোথার্মিক / N₂-H₂ | তারের জাল বা গড়া বার | 309 এসএস | উজ্জ্বল annealing জন্য খোলা এলাকা |
| গ্যাস কার্বারাইজিং | 1,650–1,750°F (899–954°C) | এন্ডোথার্মিক সমৃদ্ধ গ্যাস | তারের জাল (ভারী গেজ) | 310 SS/RA330 | কার্বারাইজেশন প্রতিরোধ, সাইক্লিং জীবন |
| কার্বনিট্রাইডিং | 1,400–1,650°F (760–899°C) | এন্ডোথার্মিক NH₃ | তারের জাল বা ছিদ্রযুক্ত শীট | 310 SS/RA330 | নাইট্রোজেন প্রতিরোধ, বায়ুমণ্ডল প্রবাহ |
| গ্যাস নাইট্রাইডিং | 900–1,100°F (482–593°C) | কmmonia | তারের জাল বা গড়া বার | 304 এসএস (lower temp) | কmmonia penetration, part separation |
| ভ্যাকুয়াম হার্ডেনিং | 1,800–2,200°F (982–1,204°C) | উচ্চ ভ্যাকুয়াম | গ্রাফাইট বা মো-অ্যালয় ট্রে; কাস্ট HK/HP | কlloy 601 / Graphite | বাষ্প চাপ, কোন আউটগ্যাসিং |
| সিন্টারিং (PM) | 1,800–2,350°F (982–1,288°C) | H₂ বা বিচ্ছিন্ন NH₃ | এইচপি বা সিরামিক-রেখাযুক্ত ট্রে কাস্ট করুন | এইচপি খাদ | সমতলতা, sintered অংশ সঙ্গে অ প্রতিক্রিয়াশীলতা |
| স্ট্রেস রিলিভিং | 400–1,250°F (204–677°C) | কir | কny standard mesh or bar basket | 304 এসএস | বিকৃতি প্রতিরোধ করতে অংশ সমর্থন |
সারণি 2: তাপ প্রক্রিয়া দ্বারা তাপ চিকিত্সা ঝুড়ি প্রকার এবং খাদ সুপারিশ। সর্বনিম্ন সংকর ধাতু পরিষেবাতে নির্ভরযোগ্যভাবে ব্যবহৃত সর্বনিম্ন-গ্রেডের উপাদানকে বোঝায় — আপগ্রেড করা সর্বদা গ্রহণযোগ্য।
কেন তাপ চিকিত্সার ঝুড়ি অকালে ব্যর্থ হয় - এবং কীভাবে এটি প্রতিরোধ করা যায়
অকাল তাপ চিকিত্সার ঝুড়ি ব্যর্থতার তিনটি প্রধান কারণ হল কার্বুরাইজেশন এনব্রিটিলমেন্ট, তাপীয় ক্লান্তি ক্র্যাকিং এবং ওভারলোডিং - এগুলি সবই সঠিক খাদ নির্বাচন, লোডিং অনুশীলন এবং নির্ধারিত পরিদর্শনের মাধ্যমে প্রতিরোধযোগ্য।
কার্বারাইজেশন এমব্রিটলমেন্ট
কার্বারাইজিং বায়ুমণ্ডলে, প্রক্রিয়া গ্যাস থেকে কার্বন অনেক চক্র ধরে ঝুড়ি খাদের মধ্যে ছড়িয়ে পড়ে, ক্রমান্বয়ে খাদটির পৃষ্ঠের স্তরগুলির কার্বন সামগ্রীকে বাড়িয়ে তোলে। এটি সাধারণত নমনীয় অস্টেনিটিক কাঠামোকে ভঙ্গুর, কার্বাইড-সমৃদ্ধ অঞ্চলে রূপান্তরিত করে যা তাপীয় সাইকেল চালানোর সময় ক্র্যাক হয়ে যায়। প্রথম দৃশ্যমান চিহ্ন হল সূক্ষ্ম পৃষ্ঠ ফাটলগুলির একটি নেটওয়ার্ক, সাধারণত সর্বোচ্চ তাপীয় চাপের দিকের সমান্তরাল। RA330 এবং অ্যালয় 601 তাদের উচ্চতর নিকেল সামগ্রীর কারণে স্ট্যান্ডার্ড 310 স্টেইনলেস থেকে উল্লেখযোগ্যভাবে ভাল কার্বারাইজেশন প্রতিরোধ করে — নিকেল কার্বন গ্রহণে একটি তাপগতিগত বাধা হিসাবে কাজ করে। একটি 1,700°F কার্বারাইজিং ফার্নেসে RA330 দিয়ে 310 SS বাস্কেট প্রতিস্থাপন করা হলে সাধারণত 1.5× থেকে 3× পর্যন্ত সার্ভিস লাইফ প্রসারিত হয়।
তাপীয় ক্লান্তি ক্র্যাকিং
প্রতিবার একটি ঝুড়ি পরিবেষ্টিত থেকে তাপমাত্রা এবং পিছনে প্রক্রিয়াকরণে সাইকেল চালানো হয়, ডিফারেনশিয়াল তাপীয় প্রসারণ এবং সংকোচন উপাদানটিকে চাপ দেয়। শত শত চক্রের উপর, এই চাপগুলি ফাটল শুরু করে এবং প্রচার করে — বিশেষত ওয়েল্ড জয়েন্টে, কোণে এবং জ্যামিতিক চাপ ঘনত্বের এলাকায়। 400°F/ঘন্টা (222°C/hour) এর নিচে শীতল-ডাউন হার সীমিত করে তাপীয় শক কমিয়ে ঝুড়ির আয়ু উল্লেখযোগ্যভাবে প্রসারিত করে। নিভানোর ক্রিয়াকলাপে, ঝুড়িগুলি যে কোনও প্রক্রিয়া পদক্ষেপের সবচেয়ে গুরুতর তাপীয় শক অনুভব করে; নিম্ন তাপীয় সম্প্রসারণ সহগ (যেমন কাস্ট অ্যালয়) যুক্ত ধাতুগুলি এটিকে বানোয়াট শীট বা তারের নকশার চেয়ে ভালভাবে পরিচালনা করে।
ওভারলোডিং এবং অসম লোড বিতরণ
ঝুড়ির নকশার ক্ষমতার উপরে লোড রাখা — বা ঝুড়ির মেঝের এক জায়গায় ভারী অংশগুলিকে ঘনীভূত করা — স্থায়ীভাবে ঝুলে যাওয়া (ক্রিপ ডিফর্মেশন) ঘটায় যা পরবর্তী প্রতিটি তাপচক্রের সাথে ত্বরান্বিত হয়। একটি ঝুড়ির মেঝে যা 1/4 ইঞ্চি (6 মিমি) দ্বারা নীচু হয়ে যায় কোণে অংশগুলির চারপাশে অসম গ্যাস বিতরণের সৃষ্টি করে, যা প্রক্রিয়াটি অ-অভিন্নতা সৃষ্টি করে। প্রতিটি ঝুড়িতে সর্বাধিক লোড ওজন চিহ্নিতকরণ স্থাপন করুন এবং একটি লোড-ট্র্যাকিং সিস্টেমের মাধ্যমে এটি প্রয়োগ করুন। ফার্নেস চার্জের বিভিন্ন অবস্থানের মাধ্যমে ঝুড়ি ঘোরানোও ঝুড়ির বহরে পরিধানের সমান করে।
হিট ট্রিটিং বাস্কেট সার্ভিস লাইফ কীভাবে বাড়ানো যায়: রক্ষণাবেক্ষণের সর্বোত্তম অনুশীলন
ক structured inspection and maintenance program can extend heat treating basket service life by 30–60% compared to run-to-failure operation — at a cost that is typically less than 10% of the basket's replacement value per year.
- প্রচারণার মধ্যে শট বিস্ফোরণ: শট ব্লাস্টিং বা গ্রিট ব্লাস্টিং হিট ট্রিটিং ঝুড়ি প্রতি 50-100 সাইকেলে বিল্ট-আপ স্কেল, কার্বন ডিপোজিট এবং প্রক্রিয়ার অবশিষ্টাংশ অপসারণ করে। একটি পরিষ্কার ঝুড়ি আরও সমানভাবে উত্তপ্ত এবং শীতল হয়, এবং খালি ধাতব পৃষ্ঠের পরিদর্শন ব্যর্থতায় প্রচারের আগে ফাটল এবং ক্ষয় প্রকাশ করে। শট ব্লাস্টিং এক ইঞ্চির বাইরের কয়েক হাজার ভাগের ভঙ্গুর কার্বারাইজড পৃষ্ঠের স্তরকেও সরিয়ে দেয়, যা অন্তর্নিহিত খাদের মধ্যে নমনীয়তাকে কিছুটা প্রসারিত করে।
- প্রতিটি শট বিস্ফোরণে ঢালাই পরিদর্শন করুন: ঢালাই জয়েন্টগুলি যে কোনও তৈরি করা ঝুড়িতে সর্বোচ্চ চাপের পয়েন্ট। একটি উজ্জ্বল আলো এবং ম্যাগনিফাইং গ্লাস ব্যবহার করুন যাতে সমস্ত ওয়েল্ড পায়ের আঙ্গুলগুলি ফাটল কিনা তা পরীক্ষা করে দেখুন। 1/2 ইঞ্চি (12 মিমি) থেকে ছোট ফাটলগুলি প্রায়শই গ্রাউন্ড আউট করা যায় এবং ম্যাচিং ফিলার মেটাল দিয়ে পুনরায় ঢালাই করা যায়। 1 ইঞ্চি (25 মিমি) এর বেশি ফাটল বা ফাটল যা 1/4 ইঞ্চি (6 মিমি) এর বেশি বেস ধাতুতে বংশবিস্তার করেছে তা নির্দেশ করে যে উপাদানটি বন্ধ করা উচিত।
- প্রতি ঝুড়ি ট্র্যাক চক্র গণনা: কssign each basket a serial number and log its cycles. Most wire mesh baskets have a predictable service life of 300–600 cycles in carburizing service; cast baskets in continuous pusher furnaces commonly run 800–1,500 cycles. Scheduling replacement at 80% of expected life prevents in-furnace failures that contaminate charges and damage furnace hearths.
- কvoid quenching empty baskets: একটি খালি ঝুড়িতে তাপীয় শক - বিশেষ করে একটি ঢালাই ট্রে - একটি অংশের লোডের তাপ ভর ছাড়া এটি সম্পূর্ণ লোড দিয়ে নিভানোর চেয়ে উল্লেখযোগ্যভাবে বেশি গুরুতর। খালি নিভে যাওয়া চক্র প্রতি ইভেন্টে 5-10 সমতুল্য তাপীয় ক্লান্তি চক্র গ্রাস করতে পারে। অপ্রয়োজনীয়ভাবে খালি ফিক্সচার নিভানোর বিরুদ্ধে একটি অপারেটিং নিয়ম প্রতিষ্ঠা করুন।
- বিকৃত ঝুড়ি তাড়াতাড়ি সোজা করুন: বানোয়াট ঝুড়িতে ছোটখাটো বিকৃতি একটি প্রেসে বা হাইড্রোলিক সরঞ্জাম দিয়ে গরম-সোজা করে সংশোধন করা যেতে পারে যখন ঝুড়িটি চুল্লি পরিষেবা থেকে উষ্ণ থাকে। প্লেনের বাইরে 1/2 ইঞ্চি (12 মিমি) এর বেশি বিকৃত একটি ঝুড়ি পরবর্তী চার্জের আগে সোজা করা উচিত - একটি উল্লেখযোগ্যভাবে বিকৃত ঝুড়ি অসমভাবে লোড হয় এবং পরবর্তী চক্রে ক্রেপকে ত্বরান্বিত করে।
Heat Treating baskets সম্পর্কিত প্রায়শ জিজ্ঞাস্য প্রশ্নাবলী
একটি তাপ চিকিত্সা ঝুড়ি প্রতিস্থাপন করা প্রয়োজন হলে আমি কিভাবে জানব?
নিম্নোক্ত অবস্থার যে কোনো একটি পরিলক্ষিত হলে একটি তাপ নিরাময়কারী ঝুড়ি প্রতিস্থাপন করুন: ওয়েল্ড জয়েন্টে ফাটল 1 ইঞ্চি দৈর্ঘ্যের বেশি বা বেস মেটাল ভেদ করা; সমতলের বাইরে 3/4 ইঞ্চি (19 মিমি) ছাড়িয়ে দৃশ্যমান স্যাগিং বা মেঝে বিকৃতি; মোট প্যানেল এলাকার 5% এর বেশি জুড়ে জাল প্যানেলে তারের বিরতি; উপাদানের মূল প্রাচীর বেধের 15% এর চেয়ে গভীরে ক্ষয় করা; বা থ্রু-ওয়াল ফাটলের কোনো প্রমাণ যা নিভানোর সময় অংশগুলিকে পড়ে যেতে পারে। ট্র্যাকিং চক্র গণনা এবং প্রত্যাশিত পরিষেবা জীবনের 75-80% এ সক্রিয় প্রতিস্থাপনের সময়সূচী দৃশ্যমান ব্যর্থতার জন্য অপেক্ষা করার চেয়ে ভাল।
আমি কি কার্বারাইজিং ফার্নেসে একটি স্ট্যান্ডার্ড স্টেইনলেস স্টিলের ঝুড়ি ব্যবহার করতে পারি?
304 এবং 316 স্টেইনলেস স্টীল 1,500 ° ফারেনহাইট (816 ডিগ্রি সেলসিয়াস) এর উপরে চালিত কার্বারাইজিং চুল্লিগুলির জন্য সুপারিশ করা হয় না। এই সংকর ধাতুগুলিতে তুলনামূলকভাবে কম নিকেল সামগ্রী রয়েছে (8-12%) এবং কার্বারাইজিং বায়ুমণ্ডল থেকে দ্রুত কার্বন শোষণ করবে, 20-50 চক্রের মধ্যে ভঙ্গুর হয়ে যাবে। 310 স্টেইনলেস (25Cr/20Ni) কার্বারাইজিং পরিষেবার জন্য সর্বনিম্ন প্রস্তাবিত গ্রেড; RA330 বা Alloy 601 দীর্ঘ পরিষেবা জীবন এবং সম্পূর্ণ ঝুড়ি জীবনচক্রের তুলনায় সাশ্রয়ী অপারেশনের জন্য পছন্দ করা হয়।
ফাস্টেনার বা বিয়ারিংয়ের মতো ছোট অংশের জন্য আমি কোন জাল অ্যাপারচার আকার ব্যবহার করব?
জাল অ্যাপারচার ব্যাচের ক্ষুদ্রতম অংশের ক্ষুদ্রতম মাত্রার 60% এর বেশি হওয়া উচিত নয় — এটি লোডিং, প্রক্রিয়াকরণ এবং আনলোড করার সময় অংশগুলিকে জালের মধ্যে ঢুকতে বা পড়তে বাধা দেয়। M8 বোল্টের জন্য (মাথার ব্যাস প্রায় 13 মিমি / 0.51 ইঞ্চি), সর্বাধিক জাল অ্যাপারচার প্রায় 8 মিমি / 0.31 ইঞ্চি। 10 মিমি বাইরের ব্যাসের বল বিয়ারিংয়ের জন্য, সর্বাধিক 6 মিমি অ্যাপারচার ব্যবহার করুন। যখন কোনো ব্যবহারিক জালের ছিদ্রের জন্য অংশগুলি খুব ছোট হয়, তখন 2-4 মিমি বৃত্তাকার ছিদ্রযুক্ত ছিদ্রযুক্ত শীট প্যানেলগুলি পছন্দের বিকল্প।
কেন তাপ চিকিত্সার ঝুড়ি পাটা হয়, এবং ওয়ারপিং প্রতিরোধ করা যেতে পারে?
ওয়ার্পিং ঘটে কারণ সমস্ত বিভাগে পুরোপুরি অভিন্ন হারে কোনো সংকর ধাতু উত্তপ্ত এবং শীতল হয় না — ঘন অংশগুলি পাতলাগুলির থেকে পিছিয়ে থাকে, ডিফারেনশিয়াল তাপীয় প্রসারণ চাপ তৈরি করে যা স্থায়ীভাবে অনেক চক্র ধরে ঝুড়িকে বিকৃত করে। সিমেট্রিক ডিজাইন (সব দিকে সমান অংশের ওজন), ওয়েল্ডে ভর বিচ্ছিন্নতা হ্রাস করা এবং বড় মেঝের অংশের নিচে ক্রস-ব্রেসিং পাঁজর ব্যবহার করা সবই ওয়ারিং প্রবণতা কমায়। ওভারলোডিং এড়ানো এবং ঝুড়ির মেঝে জুড়ে লোড বিতরণকে যতটা সম্ভব অভিন্ন রাখা, এমনকি ঝুড়ির তাপমাত্রা বন্টন বজায় রাখার মাধ্যমে চক্র প্রতি ক্রমবর্ধমান বিকৃতি হ্রাস করে।
হিট ট্রিটিং বাস্কেটের দাম কত, এবং দাম কী?
সাধারণ ব্যাচ ফার্নেস আকারের (18 × 24 × 12 ইঞ্চি) জন্য 310 স্টেইনলেস স্ট্যান্ডার্ড তারের জাল তাপ চিকিত্সা ঝুড়ি সাধারণত তারের গেজ এবং খাদ উপর নির্ভর করে $200-$600 খরচ হয়। একই জ্যামিতির জন্য RA330 তে আপগ্রেড করা উপাদান খরচে 25-50% যোগ করে তবে সাধারণত 2-3× পরিষেবা জীবন প্রদান করে, সামগ্রিক খরচ-প্রতি-সাইকেল অর্থনীতির উন্নতি করে। ক্রমাগত ফার্নেস ট্রের জন্য HK-40 বা HP অ্যালয় ঢালাইয়ের ঝুড়ি আকার এবং ঢালাই জটিলতার উপর নির্ভর করে $400 থেকে $2,500 পর্যন্ত। মেশিনযুক্ত বৈশিষ্ট্য বা নির্ভুল সহনশীলতা সহ কাস্টম স্পেশালিটি ফিক্সচারগুলি মহাকাশ বা ভ্যাকুয়াম ফার্নেস অ্যাপ্লিকেশনগুলির জন্য $3,000–$8,000 এ পৌঁছাতে পারে।
আমার তাপ চিকিত্সা ঝুড়ির ভিতরে একটি লাইনার বা বিভাজক মাধ্যম ব্যবহার করা উচিত?
সিন্টারিং অপারেশনের জন্য, সিরামিক ফাইবার পেপার, অ্যালুমিনা বোর্ড, বা MgO সেটার শীটগুলি সাধারণত ঝুড়ির মেঝেতে রাখা হয় যাতে সিন্টার করা অংশ এবং ঝুড়ি খাদের মধ্যে প্রতিক্রিয়া রোধ করা হয় — সিন্টারিং পাউডার কমপ্যাক্ট এবং অ্যালয় পৃষ্ঠের মধ্যে যোগাযোগ দূষণ বা পার্ট-টু-ফিক্সচার বন্ধন ঘটাতে পারে। ইস্পাত শক্ত এবং কার্বারাইজ করার জন্য, সাধারণত কোন লাইনার প্রয়োজন হয় না; অংশগুলিকে তাপ স্থানান্তর সর্বাধিক করতে সরাসরি জাল বা বারে বিশ্রাম দেওয়া উচিত। টাইটানিয়াম বা প্রতিক্রিয়াশীল অ্যালয়গুলির ভ্যাকুয়াম শক্তকরণে, গ্রাফাইট বা সিরামিক ফাইবার বিভাজকগুলি ঝুড়ির যোগাযোগের পয়েন্টগুলি থেকে অ্যালো পিকআপকে বাধা দেয়।
সারাংশ: আপনার প্রক্রিয়ার জন্য সঠিক হিট ট্রিটিং বাস্কেট কীভাবে নির্বাচন করবেন
সর্বোত্তম তাপ চিকিত্সার ঝুড়ি হল আপনার নির্দিষ্ট প্রক্রিয়ার তাপমাত্রা, বায়ুমণ্ডলের আক্রমনাত্মকতা, অংশ জ্যামিতি, লোড ওজন, এবং প্রতি বছর প্রয়োজনীয় চক্রের সাথে মিলে যাওয়া - এবং সেই স্পেসিফিকেশনের সবচেয়ে গুরুত্বপূর্ণ একক সিদ্ধান্ত হল খাদ নির্বাচন।
- প্রথমে তাপমাত্রা এবং বায়ুমণ্ডলের সাথে খাদ মেলান: 1,500°F এর নিচে টেম্পারিংয়ের জন্য 304 SS; সাধারণ কার্বারাইজিংয়ের জন্য 310 এসএস; RA330 বা অ্যালয় 601 হেভি-ডিউটি কার্বারাইজিং বা তাপমাত্রা 2,100°F; sintering এবং চরম-তাপমাত্রা অ্যাপ্লিকেশনের জন্য HP খাদ ঢালাই
- অংশ জ্যামিতি এবং প্রক্রিয়া ফিট করতে ঝুড়ি প্রকার নির্বাচন করুন: বায়ুমণ্ডল-সমালোচনামূলক প্রক্রিয়াগুলির জন্য তারের জাল; ভারী বা বড় অংশের জন্য গড়া বার; চরম তাপমাত্রা এবং ক্রমাগত চুল্লি জন্য ঢালাই ট্রে; ছোট অংশের জন্য ছিদ্রযুক্ত শীট
- সঠিক আকার: ঝুড়ির মৃত ওজন মোট ফার্নেস চার্জের 20-25% এর বেশি হওয়া উচিত নয়; বায়ুমণ্ডল-সমালোচনামূলক প্রক্রিয়াগুলির জন্য ন্যূনতম 35-50% খোলা মেঝে এলাকা
- একটি রক্ষণাবেক্ষণ প্রোগ্রাম বাস্তবায়ন: শট বিস্ফোরণ এবং প্রতি 50-100 চক্র পরিদর্শন; ট্র্যাক চক্র গণনা; প্রত্যাশিত পরিষেবা জীবনের 75-80% এ সক্রিয়ভাবে প্রতিস্থাপন করুন
- জীবনচক্র খরচ গণনা করুন, ক্রয় মূল্য নয়: ক basket that costs 2× as much but lasts 3× as long is the economically correct choice in virtually every production environment